
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
3.2. Устройство для центрирования плоских деталей при их сборке
На рис. 3.1, приведена кинематическая схема центрирующего устройства [20]. Оно содержит: механизм центрирования деталей относительно захвата манипулятора, манипулятор, сборочную позицию и устройство скрепления (здесь ФТОУ не приведено, о нем остановимся ниже в главе 3.2.3).
Механизм центрирования деталей относительно захвата манипулятора имеет струнный транспортер 2, путевой выключатель 18, установленный на ползуне 14, перемещаемым ходовым винтом 12, на конце которого закреплен бегунок резистора 13, и фотосистему, состоящую из двух объективов 4, 8, проектирующих изображение детали 3 на светочувствительные поверхности двух, установленных друг от друга с поворотом на 90° фотоприемников 5, 9, выходы которых через усилители 6, 10 соединены с мотор – редукторами 7 струнного транспортера 2 и ходового винта 11. Манипулятор содержит пневмоприсоски 19, смонтированные на пластине 20, насаженной на валу 21 шкива ременной передачи 22, мотор-редуктор 23, смонтированный на каретке 24. Каретка 24 имеет возможность перемещаться между механизмом центрирования и сборочной позицией по ползуну 14 на ролике 16 с помощью 27. Конечные положения манипулятора фиксируются с помощью регулируемых упоров 15, 34 и путевыми выключателями 18, 35.
Сборочная позиция снабжена трафаретом 28 с пазом 29, выфрезерованным по контуру, совпадающему с контуром собираемых деталей 3 и фотосистемой, состоящей из объектива 30, проектирующего изображения паза на светочувствительную поверхность фотоприемника 31, выход которого через усилитель 32 и экстремальный регулятор 33, соединен с мотор-редуктором 23 вращения захвата манипулятора, швейную головку, снабженной фрикционно-транспортно-ориентирующим устройством (на рисунке не показана), рейки 25 и зубчатого колеса 26, приводимого в движение мотор-редуктором.
Устройство работает следующим образом. Деталь 3 по конвейеру 1 подается на струнный транспортер 2, к позиции центрирования, где ее изображения объективом 4 проектируются на светочувствительную поверхность фотоприемника 5. Передаваемый через усилитель 6 на мотор-редуктор 7 сигнал, зависит от разности площади перекрытия обоих частей фотоприемника изображением детали 3 и прекратится тогда, когда обе части фотоприемника 5 будут перекрыты одинаково, что соответствует окончанию центрирования по одной оси, например, по оси Х-Х.
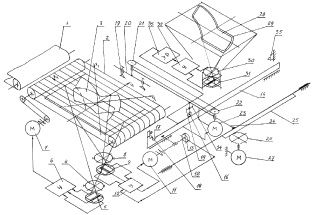
Рис. 3.1. Устройства для центрирования
Одновременно изображение детали 3 проектируется объективом 8 на светочувствительную поверхность фотоприемника 9, оттуда сигнал передается через усилитель 10 на мотор-редуктор 11, он перемещает путевой выключатель 18, закрепленный на ползуне 14, ходовым винтом 17. Перемещения 18 прекратятся тогда, когда на мосту усилителя 10 достигается баланс тока регулируемым резистором 13. Это обеспечивает остановку манипулятора в положении, когда ось вращения захвата 21 будет совмещена с геометрическим центром детали 3 по оси Y-Y.
Манипулятор с захватным органом 19 перемещается с помощью мотор-редуктора 27, зубчатого колеса 26, рейки 25 по ползуну 14 и подходит к позиции центрирования, останавливается тогда, когда упор 15 нажмет на путевой выключатель 18, положение которого приведено в соответствие с положением геометрического центра детали 3 по оси Y-Y. При этом центр вращения захвата перемещается вдоль оси Х-Х, благодаря чему ось вращения захвата 21 манипулятора останавливается над геометрическим центром детали 3. В этом положении захват опускается и захватывает деталь 3, так как на ползуне 14 имеется углубление 17, в которое входит ролик 16. Захваченная деталь 3 манипулятором транспортируется по ползуну 14 рейкой 25, зубчатым колесом 26, мотор-редуктором 27
на сборочную позицию и после касания упором 34, путевой выключатель 35 останавливается с погрешностью Δφ ориентирования относительно внутреннего контура паза 29 трафарета 28. При этом на чувствительной поверхности фотодатчика 31, благодаря наличию объектива 30 появляется изображение паза 29 в виде светлой полосы, частично перекрытой собираемой деталью 3. На фотодатчике 31 появляется сигнал, пропорциональны площади, не перекрытой части изображения паза 29.
Этот сигнал будет иметь максимальное значение при полностью перекрытом пазе, т.е. тогда, когда контур детали 3 совместится с внутренним контуром паза 29 трафарета 28. Полученный сигнал от фотодатчика 31 через усилитель 32, экстремальный регулятор 33 передается мотор-редуктору 23. При этом он с помощью ременной передачи 22 вращает вал 21 и пластину 20 с пневмоприсосками 19 относительно оси Z. Вращения происходит до тех пор, пока сигнал фотодатчика 31 не достигает максимального значения. При этом контуры детали 3 и внутреннего контура паза 29 трафарета 28 совместятся. После этого пневмоприсоски 19 манипулятора опускают деталь 3 на трафарет 29. Аналогичным образом, осуществляется ориентирование следующей детали относительно детали 3, лежащей на трафарете 28 и совмещенной с внутренним контуром паза 29. Использование устройства позволит повысить производительность труда и расширить технические возможности СМК. Далее, по контуру совмещенной детали прокладывается строчка, устройством [20]. Ниже в главе 3.2.2 приводится подробное описание способа контурной обработки и устройства для его реализации.
Основной технологический процесс в СМК – контурная обработка детали при их сборке в узлы изделия. Ниже приводим анализ процесса контурной обработки деталей.