
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
3.2.1 Анализ технологического процесса контурной обработки деталей изделия ЛП
Используемое в настоящее время швейное оборудование обувного, швейного и кожгалантерейного производства, в основном, неавтоматизированное. Они характеризуются сравнительно невысокой производительностью, вызывают повышенную утомляемость операторов и требуют от них высокой квалификации. Это связано с разнообразием и сложностью контуров деталей изделия, что определяется разнообразием моделей, фасонов, размеров и полнот соответствующих изделий.
В названных производствах при сборке деталей изделия в узлы выполняются примерно 1010 операций в виде настрочных швов, до 60 % из которых прокладываются по краям сшиваемых деталей [22, 23].
Например, при выполнении настрочного шва на деталях обуви, определенные отрезки контуров деталей совмещаются с перекрытием на величину технологического припуска и скрепляются одной (рис. 3.2) или двумя рядами строчек (рис. 3.3), причем строчка должна располагаться на детали эквидистантно контуру одной из скрепляемых деталей – либо верхней или нижней (рис. 3.4, 3.5). В качестве примера приводим перечень настрочных швов, используемых при сборке деталей заготовок обуви:
1) сандалий на операциях:
– пристачивание подъемных ремней к подкладке;
– строчка канта союзки с одновременным пристачиванием передних ремней;
– окантовка срезов союзки и берца тесьмой.
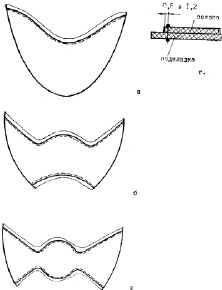
Рис. 3.2. Виды операции
2) туфель типа «лодочка» на операциях:
– строчка канта полусоюзок и пяточных ремней;
– строчка канта союзки;
– окантовка кожаной тесьмой среза союзки и берца.
3) ботинок с накладными союзками на операциях:
– пристрачивание носков к союзкам;
– строчка канта берцев;
– пристачивание задников к берцам;
– пристачивание подблочников к подкладке под берцы;
– пристачивание язычка к подкладке.
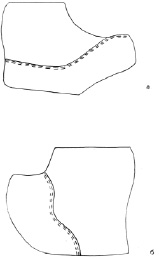
Рис. 3.3. Виды операции
4) домашней обуви на операциях:
– настрачивание аппликаций на отвороты;
– настрачивание кармана на берцы для задника;
– окантовка среза тесьмой.
5) полуботинок на операциях:
– обстачивания язычков;
– пристачивание задинков к берцам;
– отделка ажурной строчкой по контуру деталей.
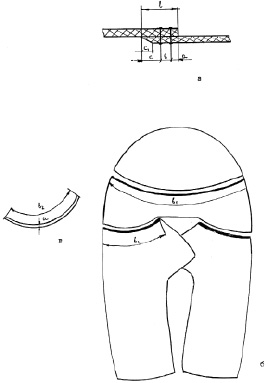
Рис. 3.4. Виды операции
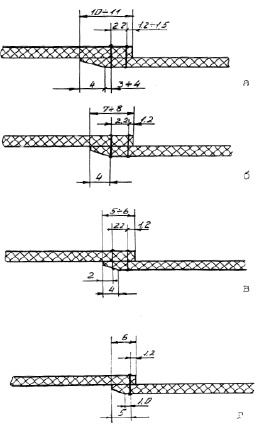
Рис. 3.5. Схемы соединения деталей:
а – существующая; б, в, г – предлагаемые
6) швейных изделиях:
– обстачивание хлястиков шинелей, пальто;
– обстачивание погонов специальной одежды;
– обстачивание накладных карманов;
– пристрачивание карманов к полке;
– обстачивание манжет;
– обстачивание воротников;
– отделка ажурной строчкой по контуру деталей.
7) кожгалантерейных изделий:
Кожанные пиджаки:
– обстачивания карманов;
– обстрачивание воротников;
– пристачивание карманов на полки;
– пристачивание ворот на отвороты.
Кожаные куртки:
– обстачивание манжет;
– обстачивание погонов;
– пристачивание накладных деталей;
– обстачивание воротников на отвороты.
Кожаные сумочки:
– обстачивание боковинок;
– обстачивание кармашек;
– окантовка тесьмой деталей сумки.
Обстрачивание деталей портманье:
– пристачивание деталей к подкладкам;
– окантовка деталей тесьмой;
– отделка ажурной строчкой по контуру деталей.
– обстачивание кармашек;
– окантовка тесьмой деталей сумки.
Обстрачивание деталей портманье:
– пристачивание деталей к подкладкам;
– окантовка деталей тесьмой;
– отделка ажурной строчкой по контуру деталей.
При автоматизации приведенных операций машины, предназначенные для их выполнения, обычно оснащаются программными или следящими системами. Недостатки программных полуавтоматов, рассмотрены в работах [11–20, 27, 29], наряду со сложностью и высокой стоимостью их изготовления, а также технологической негибкостью (как утверждает автор, существует 1,5 млн. типоразмеров обуви, из них 500 млн. относится к типоразмерам заготовок верха обуви) делают полуавтоматы такого типа экономически малоэффективными. Так как, программу надо разрабатывать заново, что требует дополнительных затрат времени и средств. Следящие системы лишены указанных недостатков, однако широкому их применению препятствуют конструктивная сложность, недостаточная надежность в работе и ограниченные технологические возможности.
Поэтому, одним из перспективных направлений в автоматизации выполнения контурных строчек на деталях изделия является разработка простых по конструкции и надежных в работе, технологически гибких полуавтоматов на базе машин общего назначения. Например, для реконструкции, монтажа и наладки машин 330, 430, 597, 550, 1022, 224, 22, 221, 232 кл. достаточно 3–4 часа работы одного наладчика – механика.
Ниже приводим анализ работ, касающихся проблем автоматизации контурной обработки деталей изделия ЛП при их сборке.
В работе [20] исследованы проблемы выполнения швов на изделиях из кожи, рассмотрены основные особенности структуры механизмов перемещения объекта контурной обработки, а также метод построения схемы, отражающей возможные варианты выполнения операции контурной обработки:
1. Спускание края детали.
2. Окрашивание торца края детали.
3. Загибка, обжиг края детали.
4. Выполнение декоративных строчек.
5. Выполнение швов при сборке заготовки.
В зависимости от требовании технологических процессов и в соответствии с формой контуров могут быть выбраны различные способы перемещение объекта обработки (о.о.).
Возможные варианты выполнения перечисленных выше операции изображены в виде деревьев логических возможностей [11], представляющего собой связаны графикой, путями которого является сочетания параметров контура и характеристик систем для перемещения изделия (рис. 3.6). Дерево характеризует соответствие процессов требованиям обработки с учетом формы контуров и скорости подачи по контуру.
Из корня дерева выходит ветви первого ранга, определяющие профиль обработки контура: L – отрезок прямой; R(j) – отрезок дуги окружностей; Rj, L – композиция отрезков, состоящая из прямой и дуги окружностей; Rj, L, g – контур, содержащая изломы.
Ветви второго ранга характеризует скорость перемещения (ω1ω2).
Третьего – способ подачи по контуру (V1V2).
Четвертого – способ перемещения изделия (А, Б, В).
У вершин каждого пути дерева указаны операции, которые могут быть выполнены соответственно сочетанием свойств операции и способа перемещения 0.0. с учетом приведенной выше нумерации операции.
Операция по выполнению швов на дереве не указаны т.к. они более подробно будут рассмотрены ниже.
Следует отметить, что построение дерева может проводиться в произвольной последовательности.
Типовые контуры приняты за основу при построении предлагаемого ряда машин заготовочного производства.
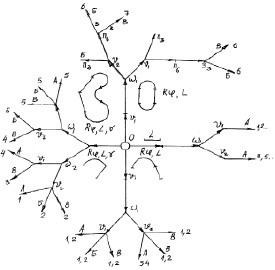
Рис. 3.6. Дерево параметра контуров и характеристик систем перемещения
В работе [11] подчеркнуто, что по форме можно выделить семь основных типов контуров (т.к.) (см. рис. 3.6),
т.к. I – прямолинейные, L1 Li;
т.к. II – состоящие из одного отрезка дуги окружности;
т.к. III – составленные из отрезков прямых различных длин имеющие в почках стыка прямоугольные изломы; (L1; L2; ±γ2);
т.к. IV – составленные из двух отрезков прямых и дуги окружности со стыкование без излома L1; R1; φ2;
т.к. V – составлены из нескольких отрезков прямых и нескольких дуг окружностей при наличии прямоугольных изломов, R1 φ2; ±γ2; L1;
т.к. VI – это группа объединяет все контуры независимо от длины и габаритов, не имеющие в стыках участков прямоугольных изломов и точек возврата и не вышедшие в предыдущие пять групп, Rj; L; γ1;
т.к. VII – объединяет все контуры, не вышедшие в предыдущие шесть групп и имеющие острые углы и точки возврата, Rj; L; γ1; γ3.
Предлагаемый табулированный способ представления контуров в виде структурированных последовательностей, как указано в работе [20], позволяет записать и воспроизвести контур любых форм и размеров.
Для обеспечения заданной точности работы оборудования необходимо, чтобы математическая модель, преображающая элементарные погрешности в выходные суммарные, учитывала возможную зависимость составляющих погрешностей от времени или обобщенных координат.
В обувном производстве многие операции предусматривают дискретную обработку или контроль точности работы. В этом случае, математическая модель должна отвечать требованиям позиционирования, а непрерывные функции могут быть заменены дискретными величинами.
Математическая модель обеспечивает возможность анализировать входные и выходные погрешности без учета зависимостей между ними. Как отмечается в работах [20, 29], обувные контуры различны по форме и размеру. Чтобы придать определенность задаче количественного анализа форм контура, в приведенных работах предлагается метод их типизации по геометрическим параметрам путем аппроксимации отрезками дуг и прямых. Путем сопоставления их линейных и угловых параметров выделяют идентичные по этим показателям совокупности контуров.