
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
3.2.3. Разработка рациональных структурных схем ФТОУ для автоматизированной сборки деталей изделия ЛП
Качество процесса шитья во многом зависит от правильной ориентации изделия относительно рабочих инструментов швейной машины. Создание СМК улучшает не только качество шитья, но и повышает производительность труда, дает социальный эффект, освобождая руки оператора во время выполнения операций шитья [20, 27, 29, 30]. Так как основной технологический процесс – контурная обработка деталей изделия, который осуществляется с участием ФТОУ различных типов, от них зависит точность сборки изделия. Ниже приведен анализ работ по исследованию способов ориентирования и устройства для их реализации, а также исследование вновь созданных ФТОУ различных типов с целью обеспечения безотказности их работы (см. гл. 3.3.1).
Среди многообразия технологических операций обувного производства большое место занимают сборочные операции. Их автоматизация является большим резервом роста производительности труда.
Наибольшую сложность среди сборочных операций представляет выполнение настрочных швов по краю детали, расстояния которых от края по технологическим требованиям составляет 1,0–1,5 мм [8, 11, 16, 17, 20], с допускаемой погрешностью, например, для модельной обуви ±0,2 мм.
В то же время точность обработки на автоматическом оборудовании определяется, помимо прочего, величиной отклонения линейных размеров, поступающих на обработку деталей от заданных. По ГОСТу 179-51 на гражданскую обувь это отклонение должно лежать в пределах ±0,1 мм. Однако в работе [22, 23] отмечается, что величина отклонения детали от шаблона непостоянна и колеблется для берца размером 24,5 (мод.01428) в пределах ±0,35...2,28 мм, а для размеров 29 –± 0,13...1,74 мм.
В работах [20, 27, 29] исследованы причины возникновения этих отклонений. Например, в работе [23] представлены результаты контрольных замеров резаков и деталей верха обуви, вырубленных из хромовых и юфтевых кож. В семи выборках из сорока наблюдались случаи, когда общий разброс размеров превышал 2,0 мм. Кроме того, в производстве в связи с изменением влажности в цехах и по другим причинам, даже при строгом соблюдении линейных размеров деталей при их изготовлении, неизбежна ошибка в линейных размерах собранной заготовки верха (без учета ошибок выполнения операций строчки), которая теоретически составляет не менее ±2,0 мм. Поскольку при разработке механизма автоматического ориентирования обрабатываемых деталей необходимо обеспечить заданную технологическими требованиями точность, становится очевидной трудность создания такого механизма. Необходимо также учесть следующие требования, влияющие на качество выполнения операции: транспортирующие органы машины не должны оставлять след на заготовке, должны обеспечивать ориентирование и перемещение деталей с краем различной кривизны по знаку и модулю, т.е. обладать достаточной технологической гибкостью. Механизм должен быть максимально прост по конструкции и надежен в работе [20, 27, 29, 30–36]. Помимо этого, необходимо учитывать и ряд параметров, определяющих экономическую эффективность машины в целом. Основными из них являются: объем капиталовложений, себестоимость, производительность, количество высвобождаемой рабочей силы, срок окупаемости [30, 33].
Проведенный анализ технологических требований к механизмам для ориентирования и перемещения деталей позволяет перейти к обзору конструкций существующих видов механизмов и сравнительному анализу их характеристик.
Особенности конструкции и работы устройств для автоматизации ориентирования и перемещения сшиваемых деталей, а также рабочих инструментов относительно них, достаточно широко освещены в работах [20, 27, 29, 30, 38, 42, 44, 47, 49, 50, 51, 52, 53], где авторы рассматривают целесообразность применения тех или иных устройств для конкретных задач по контурной обработке в основном текстильных материалов.
В МГУДе (Россия) разрабатываются и исследуются швейные полуавтоматы, оснащенные различными следящими системами, предназначенные для выполнения краевых строчек на заготовках верха обуви. Это фотоэлектрическая следящая система [6, 7, 11, 12, 14], фотоэлектрическая с использованием стекловолоконной оптики [2, 3], пневмогидравлическая [4, 5], механическая следящая система [9, 16, 17, 18].
Применительно к кожевенным деталям эти вопросы рассмотрены в работах [11, 13, 15, 17, 20, 27].
В работах [18, 28] большое количество типов выпускаемых машин-автоматов классифицировано с учетом обобщенно-функциональных признаков, где отмечено, что степень универсальности машин-автоматов во многом определяется используемой системой управления.
Так, в работе [7] исследованы и разработаны устройства с применением ЧПУ, обеспечивающие выполнение краевых строчек; в работах [9, 19] – полуавтомат с применением кулачковых систем; в работах [14, 18] – центроидные механизмы с фиксированием деталей в кассете; в работах [13, 17] – полуавтомат с гибкими, стальными шаблонами и ленточным транспортером, перемещающим детали; работа [2] посвящена изучению полуавтоматов, оснащенных мобильными системами циклового программного управления.
Среди систем управления, используемых в швейных полуавтоматах, оснащенных механизмами автоматической ориентации обрабатываемых деталей, чаще всего используются два типа систем управления (СУ) – системы ЧПУ и следящие системы [2, 3, 7].
Системы ЧПУ удовлетворяют практически всем требованиям, предъявляемым к СУ механизмов для ориентации деталей. Они мобильны, универсальны. Но одним из недостатков, тормозящих их широкое применение, являются сложность конструкции и высокая стоимость /стоимость машины типа АСВ-А (США) составляет 40000 долларов [11, 20].
Существенным недостатком всех автоматов с ЧПУ является необходимость точной установки детали в кассете или в зажиме перед обработкой, что вызывает потери времени при заправке, а также неспособность компенсировать погрешность в линейных размерах деталей, поступающих на обработку, о которой сказано выше.
Следящие системы лишены этих недостатков, однако широкому использованию полуавтоматов, оснащенных следящими системами, препятствуют сложность, недостаточная надежность в работе и ограниченные технологические возможности устройств ориентации, оснащенных такими СУ. Что касается разработанных к настоящему времени устройств ориентации, можно отметить, что основными из используемых в них способов ориентации обрабатываемых де-
талей являются:
– поступательное перемещение, включая перемещение по двум координатам;
– вращение относительно неподвижной оси;
– вращение относительно подвижной оси.
Наиболее распространенным способом ориентации детали относительно рабочих органов машины является ее поворот вокруг мгновенного центра вращения (МЦВ) [20, 27, 29], который реализуется в двух вариантах:
– поворот относительно МЦВ, лежащих вне зоны взаимодействия рабочего инструмента с деталью;
– поворот относительно МЦВ, лежащих в зоне взаимодействия.
Данный способ представляется нам наиболее перспективным, тем более, что в ряде случаев он позволяет устройству ориентации обойтись без системы управления – преимущества, обусловленные данным обстоятельством, сомнений не вызывают. Исходя из изложенного, нами предлагается способ перемещения и ориентирования деталей при выполнении настрочных швов [38, 52], который состоит в следующем. Деталь перемещается двумя рабочими инструментами, одним из которых являются ролики С, а вторым – игла В, причем игла расположена на перпендикуляре к направлению перемещения детали роликами и скорость ее линейного перемещения (при отклонении) в несколько раз превышает скорость перемещения детали роликами (рис. 3.7). Вследствие указанной разности скоростей, а также того, что ролики имеют фрикционный привод, перемещение детали сопровождается ее поворотом до расположенного в рабочей зоне упора А. Способ может быть реализован в двух вариантах – при непрерывном или стартстопном вращении роликов.
Машина в таком случае может иметь ведущий и ведомый или два ведущих старт – стопно или непрерывно движущихся транспортирующих ролика, иглу, отклоняющуюся вдоль строчки и упор. При этом величина отклонения иглы вдоль строчки регулируется автономно, т.е. независимо от величины перемещения детали транспортирующими роликами. Для уменьшения деформаций края детали и уменьшения проскальзывания поверхности роликов относительно детали транспортирующие ролики снабжены фрикционной передачей.
Здесь ориентирование и перемещение сшиваемых деталей (детали) осуществляется иглой В, перемещающей деталь прямолинейно, на неизменную величину υВ и парой (двумя парами) роликов С, υС, причем величина перемещения иглой υВ < υС (в случае вогнутого контура детали), так и меньше υВ > υС (в случае выпуклого контура), что обеспечивает поворот детали относительно МЦВ Р, меняющего свое положение в зависимости от кривизны контура детали.
Данная машина содержит два упора, которые обеспечивают постоянные припуски деталей и исключают выход строчек за край деталей. Нижний упор 13 смонтирован на игольной пластине слева, а верхний 14 – на разделительной пластинке 15 справа от роликов 5 и 6. При этом положение каждого из упоров может регулироваться вдоль строчки и по высоте. Таким образом, упоры А1 и А2 (рис. 3.7) смещены относительно оси вращения роликов в сторону, противоположнную скорости поступательного движения деталей, и расположены на нормалях (n – n) к контурам деталей, повернутых от линии (k – k) на угол α (для верхней детали – по часовой стрелке, а для нижней – против часовой стрелки). Разделительная пластинка смонтирована на лапке (или на платформе машины). Величина давления пластинки на нижнюю деталь регулируется пластинчатой пружиной с помощью винта.
Устройство работает следующим образом. Нижняя деталь Д1 (рис. 3.7) укладывается на игольной пластине и её край совмещается с упором А1, а верхняя деталь Д2 – на разделительной пластинке, и её край совмещается с упором А2. Затем опускается верхний ролик (на ри. 3.6 – точка С), который прижимает верхнюю деталь Д2 к разделительной пластинке. Давление через разделительную пластинку передаётся на нижнюю деталь Д1, вследствие чего она прижимается к нижнему ролику. Перемещение деталей Д1 и Д2 осуществляется роликами и иглой, причем, величина перемещения детали нижним роликам в 3–5 раз больше, а величина перемещения верхней детали верхним роликам в 3–5 раз меньше, чем перемещения деталей иглой. Это достигается за счёт соответствующего расположения коромысла на валу механизма отклонения иглы и увеличения передаточного отношения зубчатой пары в цепи верхнего ролика. В результате деталь Д1 поворачивается вокруг мгновенного центра вращения Р1 по часовой стрелке, а деталь Д2 – вокруг центра Р2 в противоположенную сторону, что приводит к их соприкосновению с упорами А1 и А2. Силы давления деталей Д1 и Д2 на упоры А1 и А2 могут быть изменены путём регулирования предварительной деформации пружин тормозных устройств, создающих постоянные моменты сопротивления вращению роликов при разных величинах их проскальзывания. В результате выполняется контурная строчка на деталях, соединяемых внакладку, без предварительного скрепления.
Таким образом, вследствие разных величин перемещения деталей иглой и роликами, наличия упоров, тормозных устройств, разделительной пластинки, уменьшения ширины нижнего ролика и изменения конструкции игольной пластины обеспечивается эквидистантность строчки краям обеих деталей, минимальный припуск на накладку при их сборке и предохраняются от чрезмерной деформации края деталей.
Как видно из вышеизложенного, во время процесса ориентирования и перемещения деталей при их сшивании, игла несет повышенную силовую нагрузку.
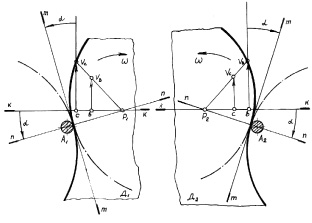
Рис. 3.7. Способ контурной обработки деталей при их сборке
Вопросы исследования и расчета механизмов игл швейных машин проверены авторами работ [20, 27, 29, 31–33]. В работе [20, 27] проведено исследование точности механизма горизонтального отклонения иглы швейной машины, где подчеркивается, что ошибка перемещения механизма транспортирующих роликов оказывает существенное влияние на работу машины. В работе дана методика расчета точности этих механизмов.
В работе [31] проведено теоретическое исследование деформации иглы, включающее в себя расчет устойчивости иглы при проколе материала в пределах упругой деформации.
Как видно из вышеизложенного, во время процесса ориентирования и перемещения деталей при их сшивании, игла несет повышенную силовую нагрузку.
Вопросы исследования и расчета механизмов игл швейных машин проверены авторами работ [20, 27, 29, 30, 33]. В работе [32] проведено исследование точности механизма горизонтального отклонения иглы швейной машины, где подчеркивается, что ошибка перемещения механизма транспортирующих роликов оказывает существенное влияние на работу машины. В работе дана методика расчета точности этих механизмов.
В работе [42] проведено теоретическое исследование деформации иглы, включающее в себя расчет устойчивости иглы при проколе материала в пределах упругой деформации.
В работах [31, 32, 33, 53] разработана методика расчета, определяющая запас прочности игл, и обосновываются их типоразмеры с учетом несовершенства изготовления и неточности установки игл на машине.
Вместе с тем, необходимо отметить, что условия работы иглы при реализации предлагаемого способа ориентации, существенно отличаются от условий, которые рассматривались в перечисленных исследованиях.
Кроме того, реализация данного способа предполагает также иной, чем в обычных машинах режим работы роликов, т.к. они соединены с приводными валами через фрикционные передачи.
Анализ условий работы роликовых механизмов выполнен в работах [20, 27, 29, 30].
В работах [20, 29, 45] проведено теоретическое исследование взаимодействия роликов с материалом и дано математическое описание этого процесса. Авторы считают, что процесс качения роликов по материалу в большой степени зависит от самого материала, скорости транспортировки, геометрии контакта. Возникновение сопротивления качению объясняется как следствие несимметричного распределения реактивного давления со стороны основания на ролик по поверхности соприкосновения.
В работе [20], посвященной исследованию функционирования роликового механизма, сделан вывод, что конусность верхнего ролика влияет на точность перемещения детали.
В работе [29] рассмотрен случай качения транспортирующего ролика по коже с буксованием, что приводит к уменьшению скорости подачи детали и ухудшению внешнего вида лицевого слоя кожи. Особый интерес представляет анализ качения ролика по коже в период изменения скорости, т.к. именно он позволяет определить условия перемещения деталей транспортирующими роликами. Итак, работа роликового механизма перемещения швейной машины, во многом зависит от условий взаимодействия двух пар роликов с транспортируемой деталью и их взаимного влияния друг на друга. В этом случае ход процесса перемещения зависит от степени постоянства давления прижимных роликов.
Однако указанный выше специфический режим работы роликов не нашел отражения в проведенных ранее исследованиях.
Заметим, что во всех приведенных способах и устройствах для их реализации не рассматривается вопрос о подаче детали в зону сборки в заранее ориентированном виде. В одних случаях детали подаются вручную, в других случаях детали зажаты в кассете и подаются с помощью специальных карет. Однако в известных работах задачи автоматизации
контурной обработки деталей при их сборке не нашли комплексного отражения. Таким образом, становится очевидным, что для создания СМК, автоматизирующего процесс ориентации контурной обработки деталей при их сборке, необходимо рассмотреть следующие вопросы:
1. Определение рациональных параметров рабочих органов СМК.
2. Разработка структуры и конструкции механизмов СМК.
3. Производственные испытания СМК, снабженных ФТОУ различного типа, и их промышленное внедрение.
Для решения этих вопросов представляется целесообразным выполнить следующее:
– провести теоретическое исследование кинематики процессов центрирования и ориентирования детали (деталей);
– провести теоретический силовой анализ взаимодействия рабочих инструментов с деталями;
– провести синтез вновь созданных механизмов ФТОУ различного типа, с целью выбора рациональных их параметров;
– провести теоретическое исследование долговечности иглы, для подтверждения выдвинутой гипотезы о возможности использования иглы для ориентированного перемещения детали;
– провести кинематические и динамические исследования, выявляющие сущность явления «автоколебания» детали при ее ориентации с применением ФТОУ.
4. Провести экспериментальные исследования для подтверждения полученных теоретических выводов.
5. Разработать рекомендации по выбору рациональных параметров СМК.
6. Провести апробацию СМК (снабженных разработанными устройствами (ФТОУ)) в производственных условиях.