
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
3.4. Исследование ошибки позиционирования деталей при их сборке на автоматизированной машине
Как отмечено выше, в СМК подача деталей, осуществляется последовательно с помощью конвейера, который доставляет деталь к струнному транспортеру, где происходит выполнения первого этапа ориентирования детали относительно рабочих инструментов ФТОУ [9].
Для автоматизированной подачи деталей должна быть определена область возможной ошибки позиционирования [20, 33]. Но в этих работах не рассматривается процесс предварительной ориентации детали перед захватом ее рабочими органами ФТОУ. В рассматриваемом случае необходимо, чтобы первый прокол иглы пришелся в край детали (с ошибкой не больше чем ℓ – расстояние от строчки до края детали). Если ошибка больше, то игла проходит мимо детали, процесс ориентации не выполняется. Ошибка вдоль направления строчки должна быть такой, чтобы игла, захватив край детали, могла в одном цикле обеспечить контакт края с упором [20, 27, 29, 30].
Пусть заданы: координата упора А, начало прокола иглой В1 и точки контакта реек и детали С; величины: Su, y1, и r (рис. 3.10).
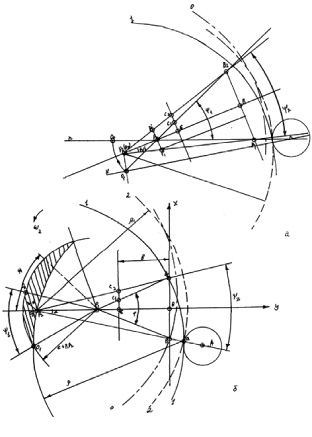
Рис. 3.10. Исследование ошибки позиционирования детали
Определим возможную область ошибки позиционирования, для чего из полюса Р1 (рис. 3.10) проведем окружность с радиусом (L + P1P2). Из точки контакта края детали с упором (а) проводим окружность с радиусом (r). Определим точки пересечения этих окружностей. Пусть в этой области находится точка 00 – геометрический центр детали, с радиусом r. Отложим угол y из 00 и проведем линию Р100, затем из точки (а) проведем линию 01Р2 и находим точку 02 – соответствующая устойчивому положению детали в процессе ориентации (положение 2-2). В случае изменения величины ошибки по оси Y в пределах от 0 до L, то область существующей ошибки изменится, как показана на рис. 3.10 (заштрихованная область) – что соответствует области возможной ошибки позиционирования.
Для математического описания этой области примем координаты т.т. а(–2; –1) и Р1(0; 5). Из рис. 3.10 видно, что область ошибки позиционирования ограничена двумя окружностями. Запишем уравнения окружностей:
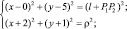 (3.25)
(3.25)
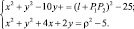 (3.26)
(3.26)
Решая совместно (3.25) и (3.26) получим:
x = –3y – A + B, (3.27)
где  B = ρ2 – 20.
B = ρ2 – 20.
Тогда

Обозначим:


Тогда
y2 + Cy – D = 0. (3.28)
Определяем:

Подставляя в (3.27) определим:
 (3.29)
(3.29)
 (3.30)
(3.30)
Определим площадь, заштрихованную на рис. 3.10, соответствующей области распространение ошибок позиционирования центров кривизны детали:
 (3.31)
(3.31)
где  – уравнение окружности с радиусом k = (l + P1P2);
– уравнение окружности с радиусом k = (l + P1P2);
 – уравнение окружности с радиусом (ρ).
– уравнение окружности с радиусом (ρ).
Тогда
 (3.32)
(3.32)
где x1 и x2 находим из (3.29) и (3.30).
Ошибка позиционирования центра кривизны детали, находящейся в этой области, легко устраняется механизмом ориентации [20, 27, 29, 30]
за один цикл работы. Так как контурная обработка деталей изделия является основным технологическим процессом, который осуществляется с участием ФТОУ различных типов, то именно от них зависит точность сборки изделия.
Ниже приведен анализ работ по исследованию способов ориентирования и устройств для их реализации, а также исследование вновь созданных ФТОУ различных типов.
Теперь переходим к анализу методов проектирования, так как от этого зависит эффективность разработки оборудования для автоматизации сборки заготовок изделия ЛП.