
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
3.6.2. Исследование процесса ориентации детали при наличии сухого трения
В работах [20, 29] исследовано взаимодействие тела с плоскостью во время его перемещения, где отмечено, что прилагаемая сила на тело тратиться сначала для приодолевания силы трения между телом и плоскостью. Только после этого эта сила перемещает тело, причем, тело перемещается скачкообразно. Это объясняется наличием между телом и поверхностью, по которой перемещается тело, сухого трения.
Влияние сухого трения на процесс ориентированного перемещения детали по плоскости с применением ФТОУ не изучено. Поэтому этот вопрос на наш взгляд, представляет научно-практический интерес.
Предположим, что давление детали (в нашем случае, рис. 3.18) на поверхность игольной пластины швейной машины в каждой точке пропорционально ее локальной плотности р (отнесенной к площади детали) 20, 36]. Это означает, что вертикальные сдвиговые напряжения в детали пренебрежимо малы.
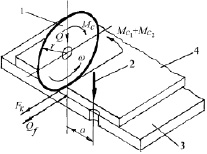
Рис. 3.18. К определению Мс:1 – ролик транспортирующий; 2 – игла; 3 – игольная пластина; 4 – деталь
Обозначим через V, R вектор скорости центра масс и радиус вектор, ω – угловая скорость, k – коэффициент трения детали по плоскому основанию, m –масса детали, I – центральный момент инерции относительно вертикальной оси, g – ускорение силы тяжести, как это указано в приведенных работах.
Составим уравнение движения детали, для чего используем методику из [20]. Сила сухого трения dF, действующая на элементарной площадке ds поверхности игольной пластины, пропорциональна давлению р и направлена против вектора скорости V элемента, то есть, при  :
:
 (3.44)
(3.44)
Здесь предполагается, что сила трения, действующая на неподвижный элемент детали при  отсутствует. Такое предположение определено для детали, не имеющей сосредоточенную массу.
отсутствует. Такое предположение определено для детали, не имеющей сосредоточенную массу.
Введем систему координат, связанную с деталью, начало координат в центре масс детали.
Обозначим через  – радиус вектор, соединяющий начало системы и элемент ds поверхности игольной пластины. Скорость элемента ds равна
– радиус вектор, соединяющий начало системы и элемент ds поверхности игольной пластины. Скорость элемента ds равна

Главный вектор F и главный момент М относительно центра масс равны [20]:
 (3.45)
(3.45)
 (3.46)
(3.46)
В координатной форме (3.45) и (3.46) представим так [20]:


тогда масса и сила инерции детали определяется как:

 (3.47)
(3.47)
С учетом сухого трения (рис. 3.18), а в нашем случае:
 (3.48)
(3.48)
 (3.49)
(3.49)
где Mc1 = 0, т.к. в механизме отсутствует скольжение со стороны заготовки; Q = Nc – сила давления ролика на деталь; k = f – коэффициент трения детали об игольную пластину; r – расстояние от точки контакта инструмента до центра вращения (радиус ролика); Ψ – угол ориентирующего поворота детали в процессе шитья; υ – скорость детали; ω – угловая скорость детали; g – ускорение силы тяжести детали; Мс2 – момент сопротивления развороту вследствие защемления (материала) детали.
Тогда с учетом сухого трения, Fc1 запишем в виде:
Fc1 = Nc∙f1 + Qf,
где Q = Nc или
 (3.50)
(3.50)
 (3.51)
(3.51)
Моменты сопротивления перемещению деталей роликами с учетом формулы из [30] будут:
M1c = F1c∙r1;
M2c = F2c∙r2.
Подставляя (3.48), (3.49) в (3.50), (3.51) определяем
 (3.52)
(3.52)
Используя (3.50), (3.52) получаем формулу для определения параметров ФТОУ. Решая оптимизационную задачу определим необходимые значения величин: с1, с2, ∆пр1, ∆пр2, r1, r2, f1, f2.
В работе [30] приведены аналитические зависимости для определения реакции Ra, реакции отклоняющей иглы RB, и h1, h2.
Однако, надо отметить, что в приведенной работе влияние на процесс сухого трения не учтены.
Согласно рис. 3.19, б, определим плечи реакции
 (3.53)
(3.53)
где а – расстояние от края детали до середины иглы, что соответствует эквидистантности строчки относительно края детали (рис. 28, б); α – угол, определяющий расположение упора относительно ориентирующих инструментов (С – ролики, В – игла); φ – угол трения края детали об упор А(sinφ = Fa/Ra); ρ – величина кривизны края детали.
А другое плечо определяется как
h2 = bcos φ1, (3.54)
где b – расстояние между инструментами В и С;
 (3.55)
(3.55)
где Мс – момент сопротивления перемещению деталей роликами; Kv – коэффициент буксования роликов (Kv = 0,82–0,92) [44]; r – радиусы роликов.
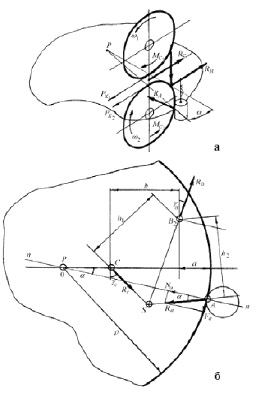
Рис. 3.19. а – схема взаимодействия ФТОУ с материалом; б – расчетная схема
Подставляя (3.54) в (3.55) получим:
 (3.56)
(3.56)
Подставляя в (3.56) значения (3.53), (3.54) с учетом сухого трения имеем:
 (3.57)
(3.57)
где υ – скорость детали при ее ориентации; ω – угловая скорость детали при ее ориентации, а угол ψ принимается из раздела 3.3.2, cчитая, что рассматривается этап, соответствующий ориентации детали после соприкосновения ее края с упором, т.е. середине ориентации. Используя (3.57) и (3.53), определяем величины h2, h1 с учетом сухого трения.