
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
3.12. Взаимодействие упора – направителя с ориентируемой деталью
В работе [8] дана классификация приспособления по разным признакам. Проведено исследование взаимодействия упора – направителя с деталью. Определена деформация торца детали и установлены припуски для выполнения краевых строчек.
Однако в работе [8] приводятся результаты исследования качества выполнения прямолинейных строчек, где ориентирование детали относительно ограничительного упора осуществляется вручную. Здесь качество выполнения строчки, в основном, зависит от квалификации и физического состояния рабочего.
В предлагаемом исследовании контурная обработка детали выполняется автоматически с применением СМК [20, 27, 29, 30]. Естественно и условия работы при этом отличаются от приведенной выше. А именно, если в упомянутой работе [8] эквидистантность строчки зависит от
мастерства оператора (швеи), в предлагаемом способе выполнения контурной строчки обеспечивает ФТОУ – автоматически.
Целью исследования является определение характера силового взаимодействия упора с деталью в процессе ее автоматической ориентации. Необходимость этого исследования обусловлена тем, что от величины торцевой деформации края детали зависит эквидистантность строчки, т.е. качество выполнения контурной обработки детали.
В процессе ориентирования и перемещения сшиваемых деталей скорости их перемещения и силы взаимодействия с рабочими инструментами зависят от многих факторов [8, 9, 10, 11, 13, 16, 17, 20, 29, 30].
Определить их влияние на процесс весьма сложно, т.к. известными являются лишь направление скорости VA в точке контакта края детали с упором, величина силы трения FA детали об упор и ее прижатия роликом NC, a также направление перемещения детали иглой. Процесс представлен на рис. 3.13, (см. гл. 3.6.1). Специфика работы предлагаемого устройства для ориентации заключается в том, что наличие фрикционной связи в приводе роликов устраняет их буксование относительно детали, (при условии обеспечения рациональности величин давления роликов на деталь и момента сопротивления их вращению во фрикционной передаче).
В указанных работах приведен силовой анализ процесса ориентации с применением ФТОУ. Получены аналитические зависимости силового взаимодействия инструментов и ориентируемой детали (см. главу 6, разд. 3.6.1). Но влияние упора (пренебрегли деформацией края детали упором) на качество контурной обработки, разработка математической модели процесса с учетом особенностей конструкции и расположения упоров в известных работах не рассмотрены. Используем результаты приведенных исследований, а именно выражения для определения реакции сил [20, 29]

Имея в виду, что
FA = RAsinφ;

где β = 90 – α; RA – сила прижатия детали к упору (см. рис. 3.13).
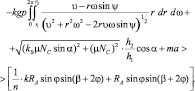
Для определения деформации края (торца) детали упором при контурной обработке с использованием ФТОУ, преобразуем рис. 3.13 и представим в следующем виде (рис. 3.46)
 (3.110)
(3.110)
где  – нормальное давление детали на упор;
– нормальное давление детали на упор;  , εк – допустимая величина деформации края детали, во время прокола детали перемещение продолжается по направлению оси Y (во ФТОУ использована отклоняющая игла вдоль направления выполнения строчки) и деталь будет зажата между транспортером и боковой поверхностью приспособления (упора). Тогда условия зависания детали в сторону приспособления можно выразить так:
, εк – допустимая величина деформации края детали, во время прокола детали перемещение продолжается по направлению оси Y (во ФТОУ использована отклоняющая игла вдоль направления выполнения строчки) и деталь будет зажата между транспортером и боковой поверхностью приспособления (упора). Тогда условия зависания детали в сторону приспособления можно выразить так:
 (3.111)
(3.111)
где m – коэффициент трения между поверхностью упора и краем детали. Тогда из (3.111) определяем
 (3.112)
(3.112)
В результате исследования (3.112) получены графики зависимостей: а – μ(n); б – μ(tgx), где показано, что уменьшения n и увеличение tgx приводит к увеличению μ. Соответственно увеличивается
FA = RAsinφ = μRAsinφ – сила препятствующий движению. Эта сила направлена под углом a – касательная в точке касания, где α = 90 – β определяет место расположения упора (см. гл. 3.6.1).
Для скольжения края материала по рабочей поверхности упора необходимо, чтобы ориентирующая сила Rop была больше силы сопротивления [20]
Rop > FA, (3.113)
где Rop берем из (3.42) (см. гл. 3.6.3). Итак, с учетом (3.111), (3.113) запишем
 (3.114)
(3.114)
Рис. 3.46. Процесс взаимодействия упора с деталью
Выражение (3.114) определяет условия зависания детали к упору с учетом сухого трения при ориентировании детали, т.е работоспособность ФТОУ.
Из (3.114) определяем минимальную величину RA, обеспечивающую наименьшего значения деформации торца детали об упор
 (3.115)
(3.115)
Здесь r = ry.
Как видно из (3.115), RA зависит от многих факторов, например от места расположения упора α и β, от угла трения торца детали об упор φ, а также k, n, φ, NC, μ, ry, υ, ω, k. Заметим что, используя известные методы оптимизации, можно выбрать параметры, обеспечивающие минимальное значение RA.