
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Частично пористые газостатические опоры шпиндельных узлов. Теория и эксперимент: монография
Космынин А. В., Виноградова С. В., Виноградов В. С., Щетинин В. С., Смирнов А. В.,
1.2. Обзор конструкций высокоскоростных шпиндельных узлов шлифовальных станков с опорами на газовой смазке
В России наиболее интенсивные разработки конструкций шпиндельных узлов на газостатических опорах и внедрение их в промышленность выполнены в ЭНИМСе.Типовая конструкция шпинделя разработки ЭНИМСа показана на рис. 1.1.
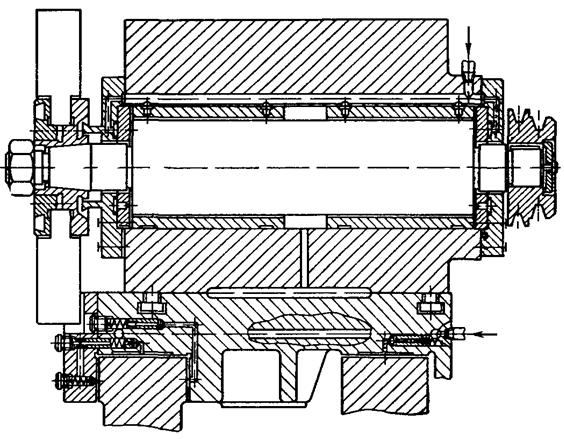
Рис. 1.1. Бабка шлифовального круга с аэростатическими опорами
Шпиндель вращается в двух цилиндрических подшипниках, запрессованных (или вклеенных) в корпус. Осевые усилия воспринимаются двумя подпятниками, охватывающими торцы шпинделя.
В описанной конструкции ШУ привод осуществляется клиновым ремнем, причем вал электродвигателя также вращается в аэростатических опорах, что сделано с целью уменьшения вибрации. При такой схеме возможны повреждения заднего подшипника вследствие перетяжки ремня, и неизбежны толчки, возникающие по причине неравномерной толщины ремня.
Кардинальное решение уменьшения вибрации - встроенный привод. Созданный на этой основе шлифовальный электрошпиндель мод. ША-4 (рис. 1.2), получил широкое распространение на подшипниковых заводах, в частности на ГПЗ 5, где такие шпиндели установлены на 15-ти круглошлифовальных станках автоматах взамен шпинделей на шарикоподшипниках [1].
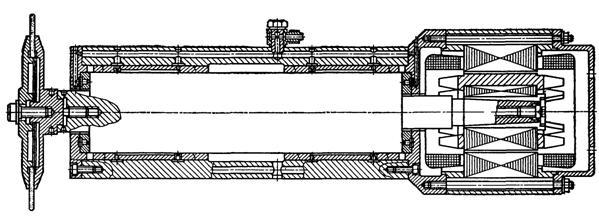
Рис. 1.2. Электрошпиндель мод. ША-4 для наружного шлифования
Шпиндель мод. ША-4 имеет частоту вращения 3000 мин-1, т.е. является тихоходным. Биение оси его вала составляет 0,2 мкм, что в 15 раз меньше погрешности изготовления шейки вала и подшипника.
В ЭНИМСе также были разработаны и внедрены в промышленность различные внутришлифовальные и сверлильные головки на опорах с воздушной смазкой, имеющие в качестве привода встроенный высокочастотный электродвигатель - электрошпиндели или пневмотурбину - пневмошпиндели [60].
Внутришлифовальные электрошпиндели предназначены для высокоточного шлифования абразивным и алмазным инструментом в условиях крупносерийного и массового производства, а пневмошпиндели предпочтительны в условиях мелкосерийного производства, когда одной головкой приходится качественно шлифовать отверстия разных диаметров и конфигураций при пониженных требованиях к производительности (мощности привода). В случае применения пневмопривода, источник питания для смазки опор и привода общий - сеть сжатого воздуха, а для работы электрошпинделя, кроме источника сжатого воздуха, требуется генератор тока повышенной частоты.
Основной частью электрошпинделя является трехфазный асинхронный короткозамкнутый двигатель. На рис. 1.3 представлена типовая конструкция электрошпинделя мощностью до 3 кВт. Более мощные шпиндели отличаются наличием дополнительного охлаждения статора.
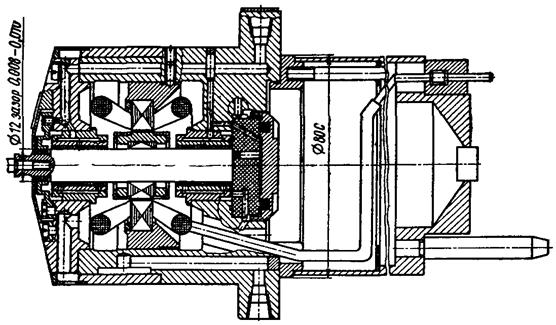
Рис. 1.3. Электрошпиндель на опорах с воздушной смазкой
На основе типовых воздушных опор и эффективного автоматического регулятора скорости в ЭНИМСе разработаны две гаммы пневмошпинде-
лей - общего назначения и в специальном исполнении для координатно-шлифовальных станков.
Использование воздушных опор во внутришлифовальных шпинделях со встроенной пневмотурбиной особенно выгодно, так как при этом смазка опор и привод вращения осуществляются от единого источника энергии - сжатого воздуха давлением 0,4..0,5 МПа, получаемого из заводской сети [60].
Подшипники типового пневмошпинделя общего назначения унифицированы с подшипниками соответствующих моделей электрошпинделей. В зависимости от назначения и диапазона регулирования частоты вращения использованы различные турбины: центробежные - для тихоходных шпинделей и центростремительные - для быстроходных. На рис. 1.4 показан пневмошпиндель мод. А15/40 с центробежной турбиной.
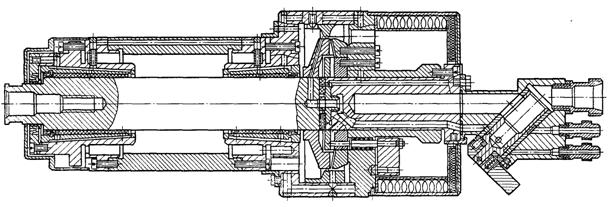
Рис. 1.4. Пневмошпиндель на опорах с воздушной смазкой мод. А15/40
Пневмошпиндель приспособлен для выполнения разнообразных работ. Опыт применения электрошпинделей в координатно-шлифовальных станках показал, что погрешность, обусловленная деформацией станины вследствие нагрева теплотой, выделяемой двигателем электрошпинделя, может оказаться на порядок больше допустимой погрешности установки координат. Использование пневмопривода и опор с воздушной смазкой в устройстве внутришлифовальных шпинделей для данных станков практически устранило этот недостаток. Конструкция такого пневмошпинделя представлена на рис. 1.5.
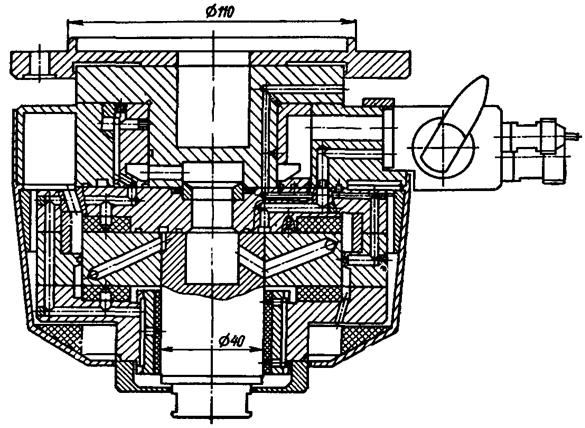
Рис. 1.5. Координатно-шлифовальный пневмошпиндель
Этот пневмошпиндель представляет пример достаточно сложной системы, успешно реализованной с помощью воздушных опор. В таких системах очень важную роль играет тщательно продуманная сеть дренажей, служащих для вывода отработанного воздуха.
Другой разработкой ЭНИМСа [60] является гамма высокоточных станков для двустороннего обтачивания, наружного и внутреннего шлифования. Все основные узлы этих станков - шлифовальные и передние бабки, расточные головки и т.д. включают в себя опоры с воздушной смазкой.
На рис. 1.6 показана головка на газостатических опорах для расточки отверстий в деталях из цветных металлов и сплавов.
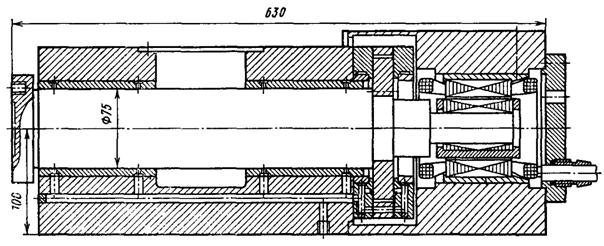
Рис. 1.6. Алмазно-расточная головка
Для производительной и качественной обработки цветных металлов и сплавов необходима скорость резания 1000 м/мин и более, что при небольших диаметрах обрабатываемых отверстий соответствует частоте вращения 12000...15000 мин-1. Шпиндельный узел мод. ШП-5 (рис. 1.7) предназначен для работы на круглошлифовальном станке [63]. Привод шпинделя изделия осуществляется от электродвигателя (установленного на станине станка) посредством круглого гибкого ремня. Результаты шлифования показали, что некруглость формы цилиндрической поверхности колец не превышает 0,3 мкм, а шероховатость поверхности Ra ≤ 0,2 мкм. Опытные образцы ШП-5 внедрены в Загорском филиале ВНИИП и на 4 ГПЗ.
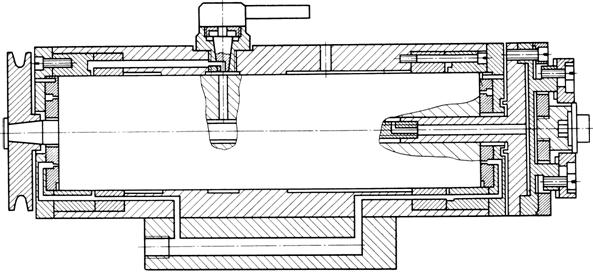
Рис. 1.7. Шпиндельный узел модели ШП-5
Шпиндель мод. АС72, изображенный на рис. 1.8, разработан в ЭНИМСе и предназначен для сверления печатных плат [78]. Шпиндель работает в составе четерехшпиндельного станка с ЧПУ мод. ОФ-101Ф2. Приводом ШУ является асинхронный электродвигатель, который охлаждается воздухом, истекающим из отверстий, выполненных в обоймах радиальных
подшипников. Шпиндель имеет пределы частоты вращения 20000...72000 мин-1 и мощность при максимальной частоте вращения 0,25 кВт.
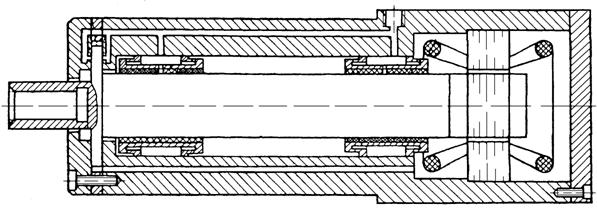
Рис. 1.8. Шпиндель мод. АС72 для сверления печатных плат.
Изображенный на рис. 1.9 ШУ специального многоцелевого фрезерно-сверлильно-расточного станка с ЧПУ, также предназначен для обработки печатных плат [43]. Асинхронный электродвигатель этого ШУ охлаждается водой, частота вращения изменяется от 48000 до 96000 мин-1.
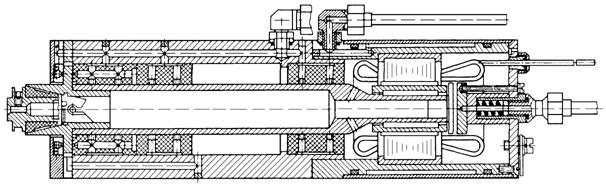
Рис. 1.9. ШУ с газостатическими подшипниками для станка с ЧПУ
В электрошпинделе на рис. 1.10 для повышения жесткости и предупреждения автоколебаний в качестве упорного газостатического подшипника применен пористый подпятника из углеграфита [85].
Приводом ШУ является трехфазный асинхронный короткозамкнутый двигатель с синхронной скоростью вращения 48000, 72000 и 96000 мин-1.
Как показали эксплуатационные испытания, пористый подпятник обладает высокой виброустойчивостью во всем диапазоне возможных нагрузок. Благодаря этому ШУ успешно применяется для торцового шлифования.
Результатом совместной работы ОАО «КнААПО» с Комсомольским-на-Амуре государственным техническим университетом явилось создание модели высокоскоростного внутришлифовального пневмошпинделя для шлифовальных станков [86, 87].
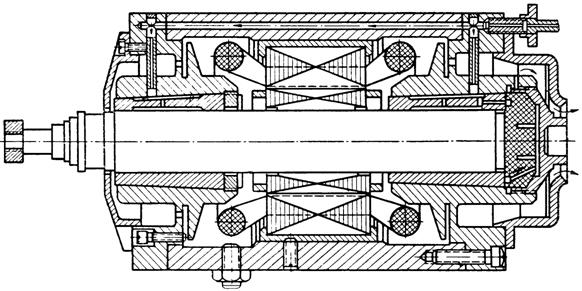
Рис. 1.10. Электрошпиндель с опорами на воздушной смазке
Высокоскоростной шпиндельный узел внутришлифовального станка мод 3К227В показан на рис. 1.11.
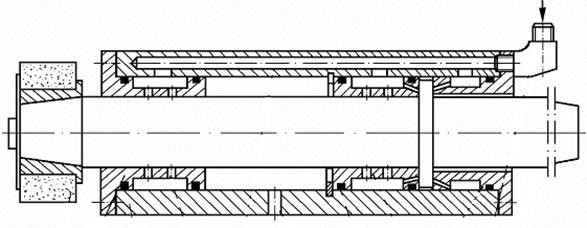
Рис. 1.11. Конструкция внутришлифовального шпинделя на газостатических подшипниках с пористыми вставками
Испытания опытного образца внутришлифовального шпинделя на заводе «Амурлитмаш» (г. Комсомольск-на-Амуре) показали хорошее качество шлифуемой поверхности, высокую точность обработки и надежную работу газовых подшипников.