
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
1.3. Статистическое управление процессом алмазного выглаживания
Целью современного производства является обеспечение качества во времени, для чего необходимо использовать статистическое управление процессом [27], суть которого заключается в оценке стабильности выглаживания на основании результатов периодического контроля выборок малого объема и в последующей наладке процесса. Для этого можно использовать контрольные карты Шухарта, являющиеся эффективным средством изучения изменчивости процесса. С их помощью можно решить такие важные задачи как обнаружение износа индентора и неравномерной твердости исходной поверхности, следовательно, предпринять соответствующие корректирующие и предупреждающие мероприятия.
Износ индентора.
При жестком способе алмазного выглаживания цилиндрических поверхностей (детали из стали 45ХНМФА) требовалось обеспечить микротвердость поверхностного слоя Hm = 4800 ± 300 МПа.
Для ста выглаженных деталей были проведены последовательно
двадцать серий (n) измерений поверхностной микротвердости Hm, по пять
измерений в выборке (табл. 1.4: Хi – текущее значение Hm в выборке,  – среднеарифметическое значение Hm). По данным табл. 1.4 заполняем карту средних арифметических значений:
– среднеарифметическое значение Hm). По данным табл. 1.4 заполняем карту средних арифметических значений:
 – карту (рис. 1.8).
– карту (рис. 1.8).
Таблица 1.4
|
Номер серии |
Х1, МПа |
Х2, МПа |
Х3, МПа |
Х4, МПа |
Х5, МПа |
|
|
1 |
5060 |
5080 |
5010 |
4620 |
4860 |
4926 |
|
2 |
4980 |
5060 |
4870 |
4580 |
4580 |
4814 |
|
3 |
4980 |
4860 |
4700 |
4790 |
4660 |
4798 |
|
4 |
4580 |
4820 |
4970 |
4800 |
4950 |
4824 |
|
5 |
4840 |
4580 |
4690 |
4800 |
4970 |
4776 |
|
6 |
4660 |
4860 |
4710 |
4490 |
4790 |
4702 |
|
7 |
4830 |
4630 |
4670 |
4650 |
4880 |
4732 |
|
8 |
4480 |
4560 |
4520 |
4840 |
4530 |
4586 |
|
9 |
4710 |
4530 |
4740 |
4750 |
4680 |
4682 |
|
10 |
4360 |
4440 |
4800 |
4580 |
4440 |
4524 |
|
11 |
4550 |
4680 |
4430 |
4710 |
4790 |
4632 |
|
12 |
4920 |
4670 |
4600 |
4460 |
4440 |
4618 |
|
13 |
4380 |
4550 |
4510 |
4310 |
4790 |
4508 |
|
14 |
4790 |
4490 |
4750 |
4380 |
4360 |
4554 |
|
15 |
4710 |
4580 |
4530 |
4380 |
4580 |
4556 |
|
16 |
4710 |
4390 |
4440 |
4440 |
4360 |
4468 |
|
17 |
4840 |
4490 |
4380 |
4370 |
4790 |
4574 |
|
18 |
4360 |
4710 |
4420 |
4350 |
4440 |
4456 |
|
19 |
4470 |
4370 |
4360 |
4310 |
4390 |
4380 |
|
20 |
4430 |
4340 |
4280 |
4580 |
4410 |
4408 |

 – карта показывает, что наблюдается устойчивая тенденция к уменьшению
микротвердости поверхностного слоя, которая связана с износом индентора
(особая причина изменчивости, т.е. процесс находится в статистически
неуправляемом состоянии). В серии № 10 произошло приближение
среднеарифметического значения Hm к нижнему допускаемому значению
4500 МПа. Индивидуальные значения поверхностной микротвердости в этой
серии значительно вышли за поле допуска. Следовательно, необходимо
осуществлять смену инструмента после выглаживания 45 деталей.
– карта показывает, что наблюдается устойчивая тенденция к уменьшению
микротвердости поверхностного слоя, которая связана с износом индентора
(особая причина изменчивости, т.е. процесс находится в статистически
неуправляемом состоянии). В серии № 10 произошло приближение
среднеарифметического значения Hm к нижнему допускаемому значению
4500 МПа. Индивидуальные значения поверхностной микротвердости в этой
серии значительно вышли за поле допуска. Следовательно, необходимо
осуществлять смену инструмента после выглаживания 45 деталей.
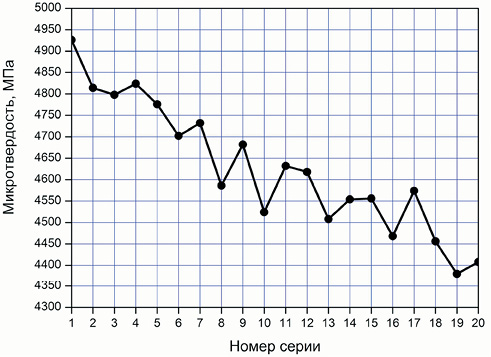
Рис. 1.8.  – карта
– карта
Таким образом, применение  – карты дает возможность определить рациональное время смены
инструмента в зависимости от конкретных условий и режимов выглаживания.
– карты дает возможность определить рациональное время смены
инструмента в зависимости от конкретных условий и режимов выглаживания.
Неравномерная твердость исходной поверхности
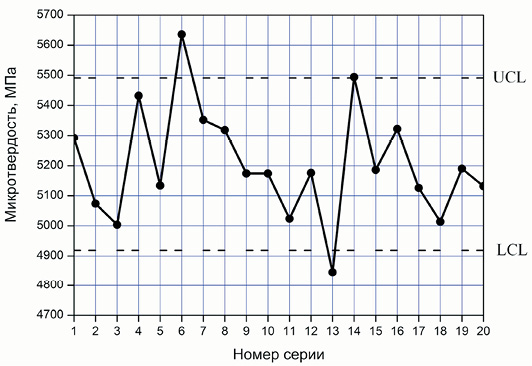
При жестком способе алмазного выглаживания цилиндрических поверхностей (детали из стали 20Х13) требовалось обеспечить микротвердость поверхностного слоя Hm = 5200 ± 2500 МПа.
Для ста выглаженных деталей были проведены двадцать серий
измерений Hm, по пять измерений в выборке (табл. 1.5: R – размах). Для
исключения влияния износа индентора, измерения проводились после доводки
инструмента (для каждой выборки). По данным табл. 1.5 заполняем  – карту (рис. 1.9).
– карту (рис. 1.9).
Таблица 1.5
|
Номер серии |
Х1, МПа |
Х2, МПа |
Х3, МПа |
Х4, МПа |
Х5, МПа |
|
R, МПа |
|
1 |
5020 |
5160 |
5370 |
5440 |
5470 |
5292 |
450 |
|
2 |
4880 |
4970 |
5020 |
5150 |
5350 |
5074 |
470 |
|
3 |
4760 |
4820 |
5010 |
5190 |
5240 |
5004 |
480 |
|
4 |
5180 |
5270 |
5460 |
5590 |
5660 |
5432 |
480 |
|
5 |
4920 |
4980 |
5170 |
5270 |
5330 |
5134 |
410 |
|
6 |
5370 |
5530 |
5560 |
5770 |
5950 |
5636 |
580 |
|
7 |
5090 |
5300 |
5380 |
5460 |
5530 |
5352 |
440 |
|
8 |
5090 |
5220 |
5310 |
5460 |
5510 |
5318 |
420 |
|
9 |
5040 |
5360 |
5100 |
5180 |
5190 |
5174 |
320 |
|
10 |
5420 |
5220 |
5190 |
5080 |
4960 |
5174 |
460 |
|
11 |
5280 |
5190 |
5050 |
4860 |
4740 |
5024 |
540 |
|
12 |
5370 |
5220 |
5200 |
5140 |
4950 |
5176 |
420 |
|
13 |
5170 |
4990 |
4830 |
4700 |
4540 |
4846 |
630 |
|
14 |
5810 |
5610 |
5440 |
5360 |
5250 |
5494 |
560 |
|
15 |
5390 |
5340 |
5170 |
5080 |
4950 |
5186 |
440 |
|
16 |
5490 |
5470 |
5360 |
5230 |
5060 |
5322 |
430 |
|
17 |
5330 |
5180 |
5110 |
5090 |
4920 |
5126 |
410 |
|
18 |
5230 |
5140 |
5040 |
4880 |
4780 |
5014 |
450 |
|
19 |
5330 |
5260 |
5180 |
5130 |
5050 |
5190 |
280 |
|
20 |
5510 |
5290 |
5090 |
4910 |
4860 |
5132 |
650 |

Для определения границ регулирования контрольной карты рассчитаем математическое ожидание m и среднеквадратическое отклонение σ [27]: μ = 5205 МПа, σ = 200 МПа.
Определим верхнюю (UCL) и нижнюю (LCL) границы регулирования [27]: UCL = 5491 МПа, LCL = 4919 МПа.
 – карта показывает, что наблюдается выход точек № 6, 13, 14 за границы
регулирования, т.е. процесс находится в статистически неуправляемом
состоянии. Анализ заготовок показал, что изменчивость значений
микротвердости в выборках была обусловлена дисперсией твердости исходной
поверхности, вследствие чего индивидуальные значения поверхностной
микротвердости (см. табл. 1.5) значительно вышли за поле допуска.
– карта показывает, что наблюдается выход точек № 6, 13, 14 за границы
регулирования, т.е. процесс находится в статистически неуправляемом
состоянии. Анализ заготовок показал, что изменчивость значений
микротвердости в выборках была обусловлена дисперсией твердости исходной
поверхности, вследствие чего индивидуальные значения поверхностной
микротвердости (см. табл. 1.5) значительно вышли за поле допуска.
 – карта
– карта
Следовательно, необходимо обеспечивать равномерную твердость исходной поверхности. Таким образом, применение  – карты дает возможность определить наличие неравномерной твердости
исходной поверхности, следовательно, предпринять соответствующие
корректирующие мероприятия.
– карты дает возможность определить наличие неравномерной твердости
исходной поверхности, следовательно, предпринять соответствующие
корректирующие мероприятия.
Также при помощи  – карты можно обнаружить неточность в настройке инструмента. В этом
случае середина поля допуска не будет совпадать с математическим
ожиданием m на
– карты можно обнаружить неточность в настройке инструмента. В этом
случае середина поля допуска не будет совпадать с математическим
ожиданием m на  – карте. Здесь можно рекомендовать использовать современные высокоточные способы настройки инструмента при выглаживании.
– карте. Здесь можно рекомендовать использовать современные высокоточные способы настройки инструмента при выглаживании.
Следовательно, использование статистического управления процессом выглаживания позволяет выявить негативные тенденции и закономерности процесса, что дает возможность установить причины к ним приводящие и осуществить мероприятия по устранению этих причин, что минимизирует количество несоответствующей продукции.
После выявления и устранения особых причин изменчивости (износ индентора, неравномерная твердость исходной поверхности, неточность в настройке инструмента), т.е. приведения процесса в статистически управляемое состояние, желательно продолжать применение контрольных карт, с целью выявления обычных («случайных») причин изменчивости и последующей реализации менеджерских действий для создания запаса устойчивости, позволяющего гарантированно изготавливать изделия без брака даже в случае непредвиденных возмущений в ходе выглаживания.
Таким образом, можно сделать следующие выводы: контрольные карты позволяют отследить износ индентора во времени, что дает возможность установить рациональное время смены инструмента; в случае нивелирования износа инструмента, контрольные карты позволяют обнаружить неравномерную твердость исходной поверхности, проявляющуюся в виде выхода точек за границы регулирования; в этом случае необходимо использовать сплошной контроль исходных заготовок.