
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
1.4. Применение методов классификации многомерных наблюдений для выбора оптимального варианта отделочно-упрочняющей обработки деталей
Как известно, при любом варианте реализации технологии отделочно-упрочняющей обработки деталей возникают дефекты поверхностного слоя обработанных деталей, которые принято подразделять на критические, значительные (исправимые) и малозначительные.
Если для каждого варианта отделочно-упрочняющей обработки одновременно учитывать все три группы дефектов, мы получим совокупность многомерных наблюдений, которые желательно разбить как минимум на три группы по уровню качества процесса: низкий уровень, нормальный уровень и высокий уровень качества процесса. В дальнейшем можно рекомендовать к использованию варианты отделочно-упрочняющей обработки соответствующие высокому уровню качества процесса.
Для этого можно использовать методы классификации многомерных наблюдений [25], в частности кластерный анализ, который осуществляет классификацию многомерных наблюдений путем определения расстояний между объектами [12]. В результате получаются однородные группы, называемые кластерами. Кластерный анализ является достаточно трудоемким статистическим методом, получившим распространение сравнительно недавно, в связи с интенсивным развитием компьютерной техники. Для практической реализации кластерного анализа необходимо использовать мощную компьютеризованную систему, например, такую как «STATISTICA».
Так при реализации 15 вариантов отделочно-упрочняющей обработки деталей были выявлены дефекты, представленные в табл. 1.6.
Таблица 1.6
Варианты отделочно-упрочняющей обработки деталей и соответствующие им дефекты
|
Номер варианта |
Критические |
Значительные |
Малозначительные дефекты |
|
1 |
3,9 |
3,0 |
4,5 |
|
2 |
2,8 |
2,3 |
4,8 |
|
3 |
2,4 |
2,9 |
4,0 |
|
4 |
3,6 |
4,0 |
4,9 |
|
5 |
2,4 |
2,1 |
5,5 |
|
6 |
3,8 |
4,8 |
6,4 |
|
7 |
2,5 |
3,0 |
2,6 |
|
8 |
4,1 |
3,4 |
4,8 |
|
9 |
2,0 |
3,5 |
2,5 |
|
10 |
2,0 |
2,1 |
4,0 |
|
11 |
2,7 |
4,3 |
5,0 |
|
12 |
2,2 |
2,5 |
4,1 |
|
13 |
1,9 |
2,6 |
2,9 |
|
14 |
3,5 |
4,2 |
5,6 |
|
15 |
2,3 |
2,9 |
2,7 |
По данным табл. 1.6 осуществлялся кластерный анализ в системе STATISTICA 6.1. В качестве метода кластеризации использовалась иерархическая классификация, при этом мерой сходства был выбран метод одиночной связи, при котором расстояние между двумя кластерами определяется расстоянием между двумя наиболее близкими объектами в различных кластерах.
В результате кластерного анализа была построена горизонтальная древовидная диаграмма (дендрограмма) (рис. 1.10), на которой горизонтальная ось представляет собой расстояние объединения, вертикальная – номер варианта отделочно-упрочняющей обработки деталей.
Из соображения формирования трех кластеров, соответствующих низкому, нормальному и высокому уровню качества процесса, согласно дендрограммы, варианты отделочно-упрочняющей обработки деталей будут сгруппированы следующим образом (табл. 1.7).
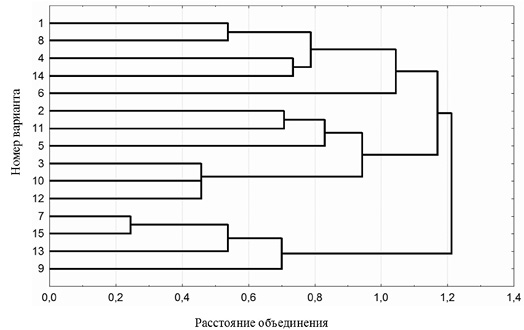
Рис. 1.10. Горизонтальная древовидная диаграмма
Таким образом, высокому уровню качества процесса будут соответствовать варианты отделочно-упрочняющей обработки деталей № 7, 9, 13, 15. Именно эти варианты следует рекомендовать для дальнейшего использования.
При разработке нового варианта отделочно-упрочняющей обработки деталей также можно определить уровень качества процесса на основе результатов кластерного анализа. В этих целях используется дискриминантный анализ, который относится к методам классификации многомерных наблюдений при наличии обучающих выборок [25]. Дискриминантный анализ позволяет идентифицировать новые объекты и отнести их к уже имеющимся кластерам.
Так необходимо идентифицировать три новых варианта отделочно-упрочняющей обработки деталей (табл. 1.8).
По данным табл. 1.7–1.8 осуществлялся дискриминантный анализ в системе STATISTICA 6.1.
В результате были получены следующие функции классификации:
для низкого уровня качества процесса:
–128,90 + 36,36⋅k + 18,96⋅z + 8,51⋅m, (1.21)
|
где k – |
критические дефекты, %; |
|
z – |
значительные дефекты, %; |
|
m – |
малозначительные дефекты, %; |
Таблица 1.7
Результаты кластерного анализа
|
Номер варианта |
Критические дефекты на 100 деталей, % |
Значительные дефекты на 100 деталей, % |
Малозначительные дефекты |
Уровень качества процесса |
|
1 |
3,9 |
3,0 |
4,5 |
низкий |
|
2 |
2,8 |
2,3 |
4,8 |
нормальный |
|
3 |
2,4 |
2,9 |
4,0 |
нормальный |
|
4 |
3,6 |
4,0 |
4,9 |
низкий |
|
5 |
2,4 |
2,1 |
5,5 |
нормальный |
|
6 |
3,8 |
4,8 |
6,4 |
низкий |
|
7 |
2,5 |
3,0 |
2,6 |
высокий |
|
8 |
4,1 |
3,4 |
4,8 |
низкий |
|
9 |
2,0 |
3,5 |
2,5 |
высокий |
|
10 |
2,0 |
2,1 |
4,0 |
нормальный |
|
11 |
2,7 |
4,3 |
5,0 |
нормальный |
|
12 |
2,2 |
2,5 |
4,1 |
нормальный |
|
13 |
1,9 |
2,6 |
2,9 |
высокий |
|
14 |
3,5 |
4,2 |
5,6 |
низкий |
|
15 |
2,3 |
2,9 |
2,7 |
высокий |
Таблица 1.8
Идентифицируемые варианты
отделочно-упрочняющей обработки деталей
|
Номер варианта |
Критические |
Значительные |
Малозначительные дефекты |
|
16 |
1,8 |
2,5 |
3,2 |
|
17 |
3,0 |
2,1 |
4,2 |
|
18 |
2,5 |
2,6 |
3,8 |
для нормального уровня качества процесса:
–62,04 + 22,94⋅k + 9,50⋅z + 9,52⋅m; (1.22)
для высокого уровня качества процесса:
–52,56 + 22,74⋅k + 15,56⋅z + 2,37⋅m. (1.23)
Новое наблюдение приписывается тому кластеру, для которого оно имеет максимальное классификационное значение. Расчет по зависимостям (1.21)–(1.23) для вариантов № 16, 17, 18 показал, что вариант отделочно-упрочняющей обработки деталей № 16 соответствует высокому уровню качества процесса, а варианты отделочно-упрочняющей обработки деталей № 17, 18 соответствуют нормальному уровню качества процесса. Следовательно, вариант № 16 целесообразно рекомендовать для дальнейшего использования.
Таким образом, применение методов классификации многомерных наблюдений позволяет выбрать оптимальный вариант (варианты) отделочно-упрочняющей обработки деталей из множества имеющихся вариантов, а также определить уровень качества новых вариантов обработки, следовательно, целесообразность их дальнейшего использования. Наличие соответствующего специализированного программно-математического обеспечения персонального компьютера легко решает проблему, связанную с трудоемкостью расчетов методами кластерного и дискриминантного анализов.