
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Композиционные материалы на основе бутадиен-стирольных каучуков
Никулин С. С., Пугачева И. Н., Черных О. Н.,
5.3. Процессы деформации резиноволокнистых композитов
Несмотря на огромную практическую важность деформационно-прочностных свойств волокнистых композиций, теоретически они проанализированы значительно хуже, чем упругие свойства [69]. Процессы разрушения таких композиций необычайно сложны не только вследствие анизотропности и гетерогенности материала, но также вследствие многообразия возможных механизмов разрушения и определяющей роли адгезионных связей на границе раздела фаз, процессов их разрушения, из-за влияния таких факторов, как однородность ориентации волокон, концентрация напряжений на концах волокон, относительная хрупкость и пластичность компонентов и т.д.
Резины, наполненные волокнами «конечной» длины, по сравнению с резинами армированными «бесконечными» волокнами, обладают меньшей прочностью, но более высокой деформационной способностью [70]. При введении коротких волокон в полимерную матрицу создается макроструктура, определяемая формой волокна, которая, в свою очередь, должна зависеть от его длины, содержания, а также наличия в системе модификаторов.
Авторы [71] отмечают, что область наибольшей анизотропии свойств по относительному удлинению наблюдается при содержании волокна от 10 до 60 мас.ч. на 100 мас.ч. полимера. Замечено, что в присутствии модификатора изменение макроструктуры в процессе деформирования образцов менее заметны. Так, при растяжении поперек направления ориентации разворачивания волокон почти не происходит. Введение небольших количеств модификатора приводит к росту анизотропии по относительному удлинению, однако при содержании модификатора свыше 4 мас.ч. коэффициент анизотропии снижается, и система утрачивает преимущества, которые создаются в присутствии волокон наполнителя.
Работа [58] освещает исследования, проведенные в плане изучения деформационно-прочностных свойств резин, наполненных синтетическим волоком разной длины. В качестве объектов исследования выбраны резины на основе СКМС-30АРК, содержащие полиамидное волокно (5 мас.ч.) диаметром 30 мкм и начальной длиной 1, 4, 7, 10 мм. Были получены зависимости: напряжение (f) - удлинение (e) резиноволокнистых композитов от длины волокна (рис. 9), зависимость степени изогнутости К1, К2 и степени распрямления R от его общей длины (рис. 10).
Характер деформационной кривой не наполненного волокнами бутадиен-стирольного композита (рис. 9) типичен для каучукоподобных полимеров: закон Гука действует лишь при малых значениях f и e; в дальнейшем малым изменениям напряжений соответствуют большие высокоэластические деформации.
При введении волокна с начальной длиной (lн) 1 мм форма кривой напряжение - удлинение (кр. 1) не изменяется по сравнению с таковой для матричной резины. При этом в системе растет условное напряжение при заданном напряжении (fe), что обусловлено значительным различием в соотношении модулей упругости волокна и эластомерной матрицы; падает относительное удлинение при разрыве (eр), что может быть связано с заменой части эластомера на практически не деформируемые волокна; возрастает величина прочности при растяжении (fр).
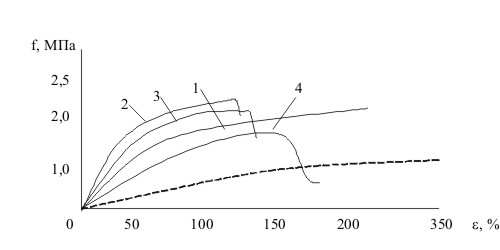
Рис. 9. Зависимость напряжение (f) - удлинение (e) резиноволокнистых композитов от длины волокна, мм: 1 - 1; 2 - 4; 3 - 7; 4 - 10; (- - - ) - без волокна
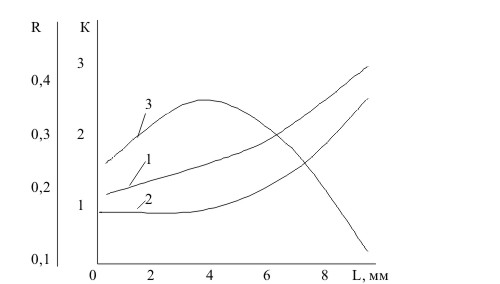
Рис. 10. Зависимость степени изогнутости К1 (1), К2 (2) и степени распрямления R (3) от его общей длины
Использование волокна с lн =4 мм (кр. 2) приводит к еще большему возрастанию fe, fр и падению eр. Дальнейшее увеличение lн волокна сопровождается снижением fe, fр, а также возрастанием eр системы (кр. 3, 4). Изменяется и форма кривой fe-e. Представленные данные говорят об экстремальном характере зависимости деформационно-прочностных свойств резин от длины волокна (l).
Форма волокна в матрице характеризуется степенью изогнутости (К) [71], определяемой как отношение длины волокна к длине прямолинейного участка. Изменение формы при деформации характеризуется степенью распрямления (R), определяемой следующим соотношением:
R= (К1 - К2)/К1 ,
где К1 - степень изогнутости недеформированного образца; К2 - степень изогнутости при максимальной деформации образца.
С повышением lн волокна значение К увеличивается как для недеформированного, так и для деформированного образца (рис. 10).
Расположение кривой К2 ниже кривой К1 подтверждает визуально наблюдаемое распрямление волокна в процессе деформации. Волокна с исходной длиной 1 и 4 мм распрямляются практически полностью (К2~1), в то время как при длине 7 и 10 мм - незначительно. Возрастание упругопрочностных свойств РВК при увеличении длины волокна с 1 до 4 мм обусловлено практически полным его распрямлением в процессе деформации композита.
В этом случае гибкое волокно по механизму усиливающего действия на каучук приближается к жесткому элементу: с повышением длины волокна растет прочность и снижается относительное удлинение всей системы.
При использовании волокна с большой lн характер деформации РВК изменяется: на кривой f-e появляется участок, соответствующий деформированию остатков эластомерной матрицы, связанных с волокном вследствие высокой степени его изогнутости. Величина этого участка тем больше, чем выше К2.
Экстремальный характер кривой степень распрямления - длина подтверждает изменение деформации РВК: в отличие от более коротких, которые при максимальной деформации распрямляются практически полностью, при растяжении композитов, содержащих волокна сильно скрученной формы, деформация матрицы успевает достичь предразрывных значений до того, как может быть реализована полная длина, а следовательно, и собственная жесткость волокон. Экстремальный характер зависимости деформационно-прочностных свойств РВК от длины волокна, отмеченный для модельных систем, в которых ответственным за усиливающее действие является волокно, сохраняется и в резинах, наполненных активным техническим углеродом (табл. 17), хотя выражен менее ярко [72].
Исследования [73] по влиянию промотора адгезии резин к полиамидным кордам - ангидроформальдегиданилина (АФА) - на свойства резин показали, что с увеличением содержания АФА в резиновых смесях уменьшается степень равновесного набухания вулканизатов и увеличивается объемная доля сшитого полимера в набухшем вулканизате. Введение 1,0 - 3,0 мас.ч. АФА позволяет повысить прочностные показатели, сопротивление раздиру, истираемость и сопротивление разрастанию трещин вулканизатов.
Таблица 17
Свойства резиноволокнистых композитов
|
Показатель |
Эта-лон |
Длина волокна, мм |
|||
|
1,5 |
3,0 |
5,0 |
7,0 |
||
|
Условное напряжение при удлинении 100 %, МПа |
2,6 |
2,8 |
3,7 |
3,5 |
3,2 |
|
Условная прочность при растяжении, МПа |
16,0 |
16,8 |
17,9 |
16,72 |
16,3 |
|
Относительное удлинение, % |
540 |
460 |
390 |
400 |
420 |
|
Выносливость при знакопеременном изгибе, тыс. циклов |
20,8 |
39,8 |
57,3 |
23,4 |
18,1 |
|
Сопротивление разрастанию трещин, тыс. циклов |
31,2 |
47,2 |
53,3 |
41,2 |
39,8 |
Примечание: состав РВК на основе СКИ-3, мас.ч.: полиамидное волокно (5), технический углерод (50), белая сажа (5), мягчители (18).
Для большинства композиционных материалов на основе эластомеров, наполненных короткими волокнами (ЭВК), характерна значительная анизотропия показателей. Как было экспериментально показано, свойства таких материалов, особенно по анизотропии, зависят от условий получения [74]. В работе [75] рассмотрены результаты оценки отдельных составляющих брутто-анизотропии ЭВК на модельных системах методом последовательного разрушения составляющих общей анизотропии. Исследования показали, что в ориентированное упорядочение различных элементов структуры ЭВК, определяющий вклад, вносят образования чисто физической природы матрицы композиции. Чем выше сродство матрицы и волокнистого наполнителя, регулярность строения и полярность макромолекул и чем меньше их разветвленность, тем сильнее волокнистый наполнитель определяет направление и характер формирования упорядоченных структур в ЭВК и тем заметнее роль кооперативных характеристик и физических взаимодействий в эластомерах в ориентационном упорядочение матрицы ЭВК. Из сравнительных данных по изменению уровня анизотропии в зависимости от предыстории получения образцов вытекает принципиально важное положение: для сохранения высокой анизотропии необходимым является этап хотя бы слабой подшивки матрицы для проведения процессов формирования и высокотемпературного сшивания. При растяжении резиноволокнистых композитов с преимущественной продольной концентрацией волокон по мере увеличения деформации растяжения сначала наблюдается распрямление и вытягивание загнутых концов и волокон, имеющих извилистую форму в направлении приложенного напряжения (рис. 11, кривая 1).
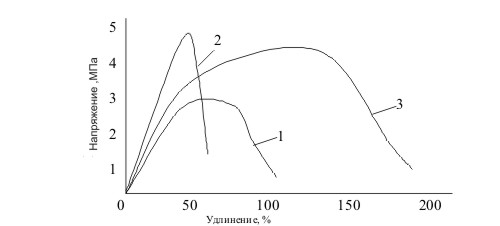
Рис. 11. Деформационно-прочностные свойства резиноволокнистых композитов: 1 - на основе СКМС-30 с 10 мас. ч. волокна; 2 - то же + модификатор РУ; 3 - то же, волокно, модифицированное СКДН-НЭ
Начальный отрезок кривой напряжение - удлинение характеризует специфичность, придаваемую волокнами эластомерной матрице, модуль резко возрастает пропорционально деформации. На этом участке происходит совместная деформация эластомерной матрицы и короткого волокна. При некоторой степени растяжения вследствие плохой адгезии у концов волокон локализованные напряжения значительно превышают средние напряжения в массе материала, образуются вакуоли (пустоты), то есть происходит отслоение волокна от матрицы.
Преобладающее количество волокон ориентировано в направлении приложенного напряжения, и происходит в основном деформация самой эластомерной матрицы.
Разрушение происходит путем прогрессирующего отслоения матрицы от волокон, образования очагов разрушения. Процесс заканчивается выдергиванием волокон из матрицы и деформированием остатков эластомерной матрицы [28]. У образцов с поперечной ориентацией волокон по мере увеличения деформации растяжения волокна начинают изгибаться, при дальнейшем растяжении - разворачиваются в сторону действия приложенного напряжения, распрямляясь при этом. Вакуоли также образуются из-за отслоения волокон от матрицы у конца волокон. С повышением в эластомерной матрице содержания короткого волокна скорость разрушения резиноволокнистых композитов при прочих равных условиях возрастает. При растяжении вдоль направления преимущественной ориентации волокон начало образования вакуолей отмечается при меньших значениях деформации при всех исследуемых содержаниях волокна, чем при растяжении поперек.
Анизотропия по относительному удлинению практически отсутствует как при малом, так и при большом содержании волокна, что связано с плохой ориентацией (рис.12).
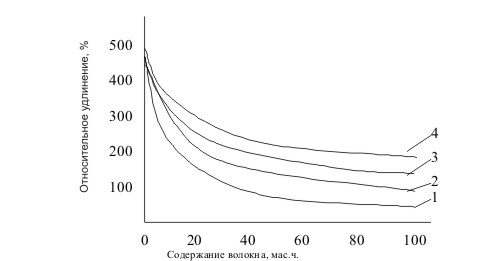
Рис. 12. Зависимость относительного удлинения при растяжении композитов с содержанием волокна вдоль направления ориентации: 1 - удлинение образования вакуолей; 2 - удлинение при разрыве; поперек направления ориентации: 3 - удлинение образования вакуолей; 4 - удлинение при разрыве
Область наибольшей анизотропии свойств следует ожидать при содержании волокна 10 - 60 мас.ч. на 100 мас.ч. эластомера [28].
Наполнение эластомеров дискретными волокнами приводит к образованию макрогетерогенной системы, напряженно-деформированное состояние которой определяется в первую очередь геометрическими размерами волокна, его объемным содержанием, ориентацией в матрице эластомера [67, 76].
Разрушение композита начинается в наиболее напряженной области вблизи торцов и перегибов волокон с образованием вакуолей, разрастание которых вдоль поверхности волокна приводит к окончательному нарушению контакта в системе. В работе [77] исследована возможность регулирования структуры переходных слоев между волокном и эластомером путем использования химических модификаторов адгезии двумя способами. В первом осуществлялась объемная модификация матрицы промоторами адгезии, мигрирующими из фазы эластомера в фазу волокна (модификатор РУ-1), во втором - поверхностная модификация волокна различными олигодиенами. С увеличением содержания модификатора РУ-1 вакуоли образуются при более высоких значениях напряжений, и скорость разрастания их увеличивается. Первое, вероятно, связано со снижением концентрации напряжений вблизи поверхности волокон вследствие повышения модуля упругости матрицы эластомера. Второе (т.е. скорость отслоения эластомера от волокна) определяется прочностью граничного слоя, которая при объемной модификации эластомера увеличивается в меньшей степени, чем прочность самой матрицы.
В момент отслоения повышаются локальные напряжения вблизи волокон и скорость разрастания вакуолей в системах, содержащих РУ-1, увеличивается по сравнению с немодифицированными композитами. Увеличение содержания РУ-1 приводит к тому, что процесс интенсивного образования вакуолей начинается при более высоких напряжениях; в то же время для таких композитов характерен больший объем дефектов после отслоения эластомера от волокна. При модификации волокна олигомерными модификаторами с функциональными группами возрастает относительная работа разрушения композитов по сравнению с аналогами, содержащими немодифицированное волокно.
Таким образом, можно сделать следующие выводы:
- при объемной модификации композита промотор адгезии взаимодействует преимущественно с эластомером, лишь частично мигрируя на границу раздела фаз, что приводит к росту прочности и жесткости матрицы; вакуоли образуются при более высоком напряжении, скорость разрастания их увеличивается, в результате чего повышается прочность композитов в статических условиях и снижается выносливость при динамических испытаниях;
- при поверхностной модификации волокна олигодиенами в результате их прививки и последующего участия в реакциях с эластомером матрица практически не меняет свойств; изменяются свойства граничного слоя, определяющего дефектность и работоспособность резиноволокнистых систем, что приводит к повышению прочности композитов в статических и динамических условиях.
Высоконаполненные латексно-волокнистые композиции широко используются в производстве прокладочных и фрикционных материалов. Свойства их в значительной мере определяются адгезионным сцеплением между полимером латекса и волокном. Непременным условием формирования прочного адгезионного соединения является равномерное отложение полимера латекса на волокне и достаточное количество физических и химических связей между компонентами. Замена асбестового волокна на другие виды волокон создало определенные сложности при формировании прочного контакта между волокном и полимером ввиду резкого сокращения количества реакционно-способных центров на волокнах - заменителях асбеста. Проблема повышения адгезии может быть решена как за счет расширения ассортимента латексов в направлении увеличения количества и повышения реакционноспособности функциональных групп. В работе [78] проведено исследование влияния типа волокна и некоторых целевых добавок на кинетику коагуляции латексов на волокнах различного типа. Установлено, что при механической обработке композиции латекс-волокно происходит гомо- и гетерокоагуляция латексов. Соотношение этих процессов определяется типом волокна и латексов. Наиболее устойчивыми к гомокоагуляции являются бутадиен-нитрильные и бутадиен-стирольные латексы с карбоксильными и сложноэфирнными группами. Сопоставление экспериментальных данных с рассчитанной величиной предельной адсорбции показало, что только на асбесте наблюдается многослойное отложение полимера латекса. В случае волокон - заменителей асбеста многослойное отложение характерно для бутадиен-нитрильного латекса с карбоксильными группами. Предварительная модификация волокон некоторыми целевыми добавками заметно повышает гетерокоагуляции и увеличивает количество отложенного полимера латекса на волокне. В зависимости от природы волокна выбран модифицирующий агент и тип латекса, которые обеспечивают скорость и степень отложения полимера, близкие по своим значениям к системе латекс - волокно [78].
Важнейшим фактором, определяющим усиливающее действие наполнителей в полимерах, является адгезионная прочность полимера и наполнителя, которая и определяет характер деформации и разрушения наполненного полимера. Если при упрочнении частицами отсутствие прочного сцепления их с матрицей является серьезной первоначальной причиной разрушения материала, то при упрочнении волокнами тем более поверхность раздела между волокном и матрицей является наиболее важной областью, поскольку она должна передавать напряжение от матрицы к волокну.
В [79] условиями передачи напряжения от матрицы к коротким волокнам считают наличие высокой адгезионной прочности связи на границе раздела волокно-матрица. Предполагают также учитывать важность влияния таких факторов, как смачивание поверхности наполнителя полимерной матрицей, образование химических связей между наполнителем и матрицей, образование на поверхности наполнителя пластически деформируемых слоев или слоев с промежуточными значениями модуля. Аналогично в работах [10, 33] подчеркивается решающая роль прочности связи волокно-эластомер.
Таким образом, использование волокон в качестве наполнителей позволяет не только улучшить механические и физико-механические свойства композиционных материалов, но и обеспечивает анизотропию свойств в материале. Ориентация волокон в процессе формирования материала имеет важное значение при изготовлении ряда резиновых технических изделий, так как можно создать оптимальную конструкцию изделия и повысить его работоспособность. Так, если раньше анизотропию механических свойств резинотехнических изделий создавали путем определенного расположения слоев применяемых текстильных материалов, то с появлением волокнистых наполнителей создаются новые возможности изготовления изделий, в том числе сложной конфигурации [7].