
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
3.3.2.Оптимальные балансировочные скорости для жидкостного АБУ
В ходе экспериментов были найдены скорости вращения шпинделя, при которых остаточный дисбаланс, сохраняющийся вследствие наличия внутренних сил трения и особенностей процесса балансировки, становился минимальным. Для этого по показаниям датчиков вибрации упругой опоры и результатам рассчетов строились графики изменения отклонения оси вращения от оси шпинделя и затем – остаточного дисбаланса от скорости вращения шпинделя для каждой серии опытов (рис. 3.12). При этом оказалось, что оптимальные скорости, т.е. соответствующие минимальному остаточному дисбалансу, были выше критической и колебались от 1,1-1,3 wкр до 1,4-2,5 wкр в зависимости от параметров шпинделя (мест крепления элементов, их масс, жесткости, коэффициента сопротивления колебаниям и др.). При балансировке на докритических скоростях дисбаланс шпинделя сначала увеличивался за счет того, что дисбаланс легкоплавкого вещества смещался в сторону дисбаланса шпинделя, а потом уменьшался до определенного минимального значения, после чего вновь начиналось его увеличение. Наименьшая вибрация возникала на скоростях несколько выше критических и соответствовала минимальному остаточному дисбалансу.
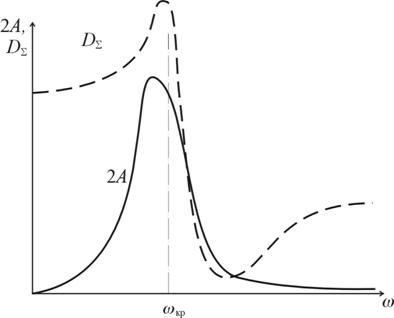
Рис. 3.12. Изменение отклонения оси шпинделя от оси вращения 2A и остаточного дисбаланса DS от скорости вращения шпинделя ω
На устойчивые значения экспериментально определенных оптимальных скоростей и их отклонениях от теоретических влияло несовершенство привода. Так при выводе математических зависимостей (см. п. 4.1. и 4.2.) использовались допущения, что нет внешних сил, действующих на систему, а скорость вращения является постоянной. Однако в ходе экспериментов шпиндель с установленным на нем АБУ и шлифовальным кругом вибрировал не только под действием собственных несбалансированных масс, но и от периодических сил, возникающих из-за несовершенства конструкции привода, включавшего в себя ременную передачу, двигатель и промежуточные валы. Эти силы невозможно было устранить при любом перераспределении легкоплавкого вещества внутри балансировочной камеры в процессе балансировки, так как они сдвигали легкоплавкое вещество от сбалансированного положения. Также на процесс балансировки негативно влияла и неравномерность частоты вращения шпинделя, т.к. возникающие при этом угловые ускорения, создавали тангенциальные силы, изменяющие место расположения легкоплавкого вещества. При вращении шпинделя с балансировочной камерой, частично заполненной жидким легкоплавким веществом, с частотой близкой к резонансной отрицательное влияние этих сил сдвигало частоту вращения ближе к критической. Частота вращения при возрастании момента сопротивления шпинделя вращению, естественно, уменьшалась, т.к. увеличивались потери, связанные с колебаниями. Дальнейшее увеличение момента приводило к увеличению колебаний шпинделя. После чего шпиндель, вращаясь на околокритической частоте, не мог преодолеть резонансный пик возросшего момента сил сопротивления и он вращался на околокритической частоте, т.е. балансировка была невозможна. В таких случаях при проведении экспериментов необходим запас привода, зависящий от влияния вредных сил, массы жидкого легкоплавкого вещества в балансировочной камере и момента инерции шпинделя со шлифовальным кругом.
В процессе шлифования происходит изменение массы шлифовального круга относительно первоначальной, т.е. после установки круга до окончательной его выработки. Изменение массы шлифовального круга из-за уменьшения его радиуса уменьшало критическую скорость всего шпинделя. В работе [121] отмечено, что при толщине круга 50 мм и уменьшении его диаметра от 385 мм до 305 мм в результате изнашивания его масса изменилась от 9,07 до 3,45 кг. Аналогичные данные приведены и в работах [111, 131], где отмечается, что масса шлифовальных кругов в процессе их эксплуатации уменьшается в несколько раз в зависимости от типа шлифовального круга. Поэтому рассчитывать следует две критические скорости: ![]() – критическую скорость для нового круга при полностью снаряженном шпинделе и
– критическую скорость для нового круга при полностью снаряженном шпинделе и ![]() – критическую скорость при выработанном шлифовальном круге. Вследствие этого балансировочные частоты вращения шпинделя шлифовального станка будут находиться в этих диапазонах.
– критическую скорость при выработанном шлифовальном круге. Вследствие этого балансировочные частоты вращения шпинделя шлифовального станка будут находиться в этих диапазонах.