
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
3.8. Синтез механизма типа «РЕЙКА-РЕЙКА», расположенной на одной Т – образной раме (ФТОУ-3) для окантовки деталей
Создание совершенного технологического оборудования практически невозможно без оптимизации параметров исполнительных механизмов. Для оценки механизмов привлекаются разнообразные критерии качества (целевые функции) [8, 9, 10, 11]. Все многообразие целевых функций делится на две обширные группы. К первой относятся функции, предназначенные для обеспечения требуемого качества рабочего процесса технологического оборудования. Вторая группа включает в себя все остальные функции. Поэтому, разработанное устройство
[30, 33, 38, 44, 49, 51, 52] должно обеспечить заданные законы перемещения исполнительных инструментов. В нашем случае эти инструменты являются выходными звеньями рычажно-шарнирных механизмов.
Закон движения исполнительного механизма автоматизированных машин в общем случае, как отмечает автор работы [11], можно описать зависимостью f3(φk, χj). Характер этой зависимости диктуется функциональным назначением конкретной технологической машины, ее конструктивными особенностями и другими факторами. Специалисты описывают f3(φk, χj) посредством многочленов или гармоническим номиналом:

Известно – целый ряд необходимых законов перемещения исполнительных инструментов имеет до 10 и более явно выраженных линейных и нелинейных участков. Современные технологические процессы в различных отраслях промышленности содержат большое число разнообразных операций. Для выполнения каждой операции выпускается целая гамма технологических машин, каждая из которых, как правило, имеет несколько исполнительных механизмов. Целесообразно всю совокупность требуемых законов движения исполнительных механизмов машин представить в виде единой модели. В качестве основных расчетных модулей могут служить простые функции интерполяции сглаживания и аппроксимации из имеющегося математического обеспечения САПР. В МГАЛПе (Москва) для этих целей используют пакеты APROK, APROK-1 или TREND. Эти пакеты позволяют работать с набором функций [17]. Набор функции – модулей может быть расширен или сокращен в зависимости от области применения САПР.
В нашем случае эти инструменты являются выходными звеньями рычажно-шарнирных механизмов.
На рис. 3.35 приведена структурная схема устройства [30, 33, 46]; на рис. 3.36 – способ окантовывания деталей с положительной кривизной контура; на рис. 3.37 – способ окантовывания деталей с отрицательной кривизной контура; на рис. 3.38 – способ окантовывания с прямым контуром.
Устройство состоит (полное описание устройства приведено в гл. 4) из механизмов отклоняющей иглы вдоль направления строчки (1) (рис. 3.36), основной рейки 2, дополнительной рейки 3, Т-образного рычага 4, шарнирно соединенной с одной стороны с основной рейкой 2, а с другой с соединительным звеном 5, установленным в определенном месте, т.е. на одной линии с рычагом 4 (как показано на рис. 3.35), преодолевая сопротивление пружины 6, начинает поворачивается вокруг иглы 1. При этом знак и величина поворота зависит от кривизны
контура детали, причем повороты осуществляются до соприкосновения края детали с положением 2-2, т.е. до соприкосновения края детали с окантовывателем С в точке Е.
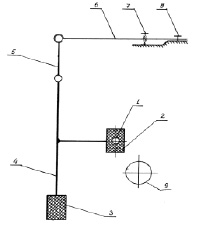
Рис. 3.35. Структурная схема окантовочного автомата – ФТОУ-3.
Так, центр детали (Л) О1 с кривизной «+r» переместится в т. О2, эта же точка является центром мгновенного вращения детали Р1, которая находится в пересечении вертикали векторов скоростей VA, VB, VE, и VC (рис. 3.36). Поворотное движение детали Л стало возможным благодаря шарнирно соединенному рычагу А, ВС и соединительному звену СД кинематически связанного с пружиной ДК, которые в конце ориентирования детали занимают новые положения А1В1С1Д1К.
В случае окантовывания детали с контуром «–r» (рис. 3.37), деталь из положения 1-1 (рассматриваем случай, когда в начале цикла ошибка установки детали под рабочие инструменты, отсутствует) перемещается иглой и основной рейкой А на величину шага строчки SСТ в т. А1 на угол –j, тем самым перемещая деталь М в положение 2-2. Так, центр детали М т. О1 переместится в т. О2, а устройство займет положение
А1В1С1Д1К (см. рис. 3.37).
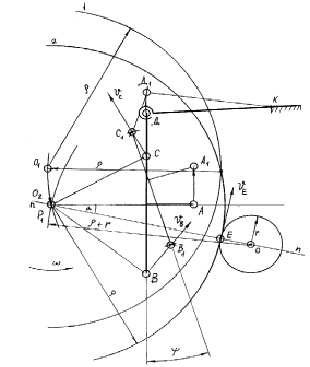
Рис. 3.36. Процесс ориентирования выпуклого контура (+ρ)
В случае, окантовывания детали с прямым контуром, т.е. r = ∞ (рис. 3.38), деталь Н, после соприкосновения края детали с окантовывателем перемещается прямолинейно, а скорости VA, VB, VE, и VC параллельны направлению строчки. После перемещения детали Н на шаг строчки (SСТ) устройство займет положение А1В1С1Д1К.
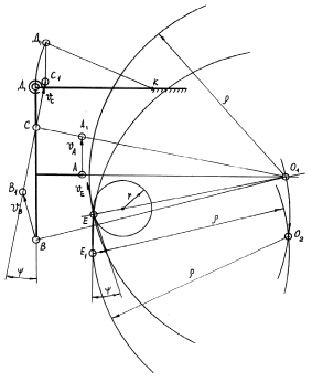
Рис. 3.37. Процесс ориентирования вогнутого контура (–ρ)
В результате исследования получены оптимальные параметры вновь созданного ФТОУ-3, которые использованы при модернизации швейных машин 211, 550, 1022, 224 и 597 кл. [18–24, 55, 158, 159, 171, 175, 209].
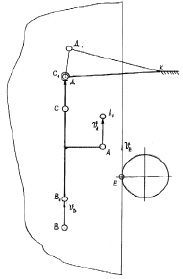
Рис. 3.38. Процесс ориентирования прямого контура