
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
4.4. ФТОУ типа «рейка-рейка», расположенные на одной Т-образной раме (ФТОУ-3) [33, 42]
Описание схемы и принципа работы окантовочного автомата приведены в гл. 3, раздел 3.7.1В. В отличие от других типов ФТОУ, приведенных в данной работе, эта автоматизированная машина выполняет ориентированное перемещение детали при окантовывании среза тесьмой или лентой. Процесс ориентации детали относительно окантовывателя производится двумя рейками, установленными на Т-образной раме и гибко соединенными с помощью соединительного звена. Ниже приведено полное описание кинематической схемы ФТОУ, выполненного на базе машины 550 кл. ПМЗ.
На рис. 3.16 приведена кинематическая схема устройства [66, 162]. Оканотовочная автоматизированная машина с ФТОУ-3 состоит из шкива ременной передачи 1, главного вала 2, конической зубчатой пары 3, 62, эксцентриков 4, 5, шатуна 6, 8, кривошипа 7, винтов крепления 9, 13, 23, 25, 28, игловодителя 10, иглы 11, верхней рейки 12, лапководителя 14, качающейся рамы 15, осей 18, 22, 37, 41, 54, коромысла 19, соединительного звена 20, рычага 22, 45, оси 22, винта крепления 23, рычага с пазом 24, установочного винта 25, ползуна 26, окантовывателя 27, установочных винтов 28, основной нижней рейки 29, втулки с осью 30, Т-образной рамы 31, соединительного звена 32, оси 33, пластинчатой пружины 34, установочных винтов 35, 36, вильчатого коромысла 37, оси 38, ползуна 39, рычага 40, коромысла 41, штанги 42, коромысла 43, вала горизонтального отклонения иглы и верхней рейки 44, рычага 45, ползуна 46, вилки 47, оси 48, коромысла 49, соединительного звена 50, коромысел 51, 52, пружины возврата 53, оси 54, коромысла 55, штанги 56, 61, коромысла 57, ролика 58, паза 59, барабана 60, челнока 62, челночного вала 63, конической пары 64, вертикального вала 65.
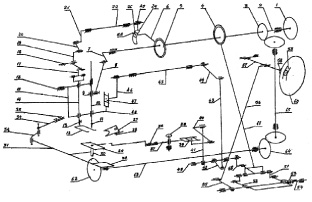
Рис. 4.16. Кинематическая схема окантовочной автоматизированной машины-ФТОУ-3
Окантовочная автоматизированная машина работает следующим образом. Деталь подается с помощью СОУ на позицию сборки, где происходит процесс ориентирования детали относительно окантовывателя 27, который заправлен тесьмой (лентой).
Описание процесса приведено в разделе 3.8. Посредством ременной передачи вращательное движение получает шкив 1 и главный вал 2, на котором установлены эксцентрики 4, 5 приводящие в качательное движение шатун 6. На конце главного вала 2 установлен кривошип 7, который через шатун 8 и хомут с винтом крепления 9 передает движение игловодителю вверх-вниз по вертикали, игла 11 прокалывает материал. Верхняя рейка 12 совершает вертикальное и горизонтальное движения, за счет установочного винта 13, лапководителя 14 рамы 15, оси 16 соединительного звена 17 оси 18 на котором установлено коромысло 19, имеющее качательное движение, которое передается соединительным звеном 20, рычага 21, оси 22, на котором винтов 23 закреплен рычаг с пазом 24. На пазу посредством винта 25, устанавливается ползун 26, который соединен с шатуном 6 и эксцентриком 5.
Изменением положения ползуна, устанавливается положение верхней рейки относительно основной рейки 29. Окантовываватель 27, устанавливается относительно иглы посредством винта 28, изменяя положения окантовывателя, регулируются ширина строчки относительно края детали и положения окантовывателя относительно иглы, так как окантовыватель, здесь играет и роль ограничительного упора ФТОУ. С нижней стороны основной рейки устанавливается полая ось 30, по которой проходит игла. На ось 30 надета втулка соединенная с Т-образной рамой 31, где на одном конце установлена дополнительная рейка 32, а на другом конце кинематически соединена, через соединительное звено 33, плоская пружина 34, установленная в корпусе машины винтами 35. Посредством винтов 35, 36 регулируется предварительное натяжение гибкого звена ФТОУ-3.
Основная рейка получает горизонтальное перемещение вдоль направления строчки, посредством вильчатого коромысла 37, которое соединено винтами 35, 36 с основной рейкой 29 и вертикальной осью 38. На другом конце коромысло имеет вилку, где установлен ползун 39, кинематически соединенный с коромыслом 39, шатуном 40, установленным винтом на оси 48. На оси 38 установлено коромысло 41, которое через штангу 42 передает качательное движение синхронно с основной рейкой 29, к коромыслу 43, оно и передает это движение через вал горизонтального перемещения 44, к рычагу 45, на конце которого установлен ползун 46, соединенный с вилкой 47, последняя закреплена на качающей раме 15, которой вмонтирован игловодитель 10.
Итак, игла 11 получает вместе с рейками 12, 29 горизонтальное перемещение вдоль направления строчки. Величина горизонтального отклонения регулируется барабаном 60, после изменения положение ролика 58 на пазу 59, тогда изменяется положения коромысла 57, далее через штангу 56, коромысла 55, на оси 54 меняет положение рамы 52 и 51, это и меняет величину отклонения шатуна 50, коромысла 49, оси 48, коромысла 41 и в результате изменяется величина отклонения по горизонтали иглы 11 и реек 12, 29 одновременно. Челнок 60, получает вращательное движение от челночного вала 63, через конические зубчатые передачи 64, 3, вертикальный вал 65, от главного вала 2. Итак, в конструкцию базовой машины 550 кл. ПМЗ, введены следующие изменения:
– в механизм транспортирования введена Т-образная рама 31, в которой кинематически подсоединены между собой основная и дополнительная рейка 29 и 32, рама 31 через соединительное звено 33, соединена с плоской пружиной 34;
– дополнительная рейка имеет возможность поворачиваться, в зависимости от величины и модуля кривизны обрабатываемого контура детали направо или налево (см. описания порядка выполнения ориентирования детали, имеющей различную кривизну контура, глава 3.8);
– в зависимости от механических характеристик обрабатываемой детали, величина предварительного натяжения пластинчатой пружины 34, регулируется винтами 35;
– основная рейка имеет отверстия посередине и в нижней части рейки вмонтирована полая ось 30, к которой через втулку подсоединена Т-образная рама 31.
Так же, можно изменить конструкцию машины 211 кл. для окантовки срезов тканевых деталей тесьмой-лентой.