
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
2.4. Метод комбинированной отделочно-упрочняющей обработки
В настоящее время все большее внимание уделяется обеспечению эксплуатационного качества изделий на стадии изготовления входящих в их состав деталей. При этом исходя из служебного назначения изделия к параметрам качества поверхностного слоя деталей часто предъявляются повышенные требования, которые обычно обеспечиваются отделочно-упрочняющей обработкой поверхностным пластическим деформированием, например, выглаживанием или обкатыванием.
Известно, что у жесткого выглаживания есть ряд преимуществ перед упругим выглаживанием – повышается точность обеспечения размеров, устраняются погрешности формы поверхности детали, такие как волнистость. Но есть и серьезный недостаток, характерный как для жесткого, так и для упругого выглаживания – трение скольжения между обрабатываемой поверхностью и рабочей поверхностью индентора, которое приводит к проскальзыванию указанных поверхностей, ухудшая тем самым шероховатость поверхности детали. Этот недостаток отсутствует при обкатывании шариком, поскольку там имеет место быть трение качения.
Для того, чтобы использовать преимущества выглаживания и обкатывания и нивелировать недостатки этих методов, целесообразно использовать комбинированную обработку, сочетающую выглаживание и обкатывание. Вначале должно осуществляться выглаживание, поскольку: при выглаживании максимально достижимые значения микротвердости поверхностного слоя детали больше чем при обкатывании, а рабочее усилие меньше; остаточные напряжения сжатия первого рода при выглаживании также имеют большую величину чем при обкатывании. Следовательно, сперва выглаживанием формируются микротвердость поверхностного слоя детали, остаточные напряжения сжатия и первичная шероховатость, а затем обкатыванием окончательно формируется шероховатость поверхности детали. Чтобы обеспечить высокую точность размеров и отсутствие погрешностей формы деталей, выглаживание должно осуществляться по жесткой схеме, а для того, чтобы сформировать окончательную шероховатость без внедрения шарика в основной материал детали – обкатывание должно осуществляться по упругой схеме. Таким образом, метод комбинированной обработки выглаживанием и обкатыванием можно рекомендовать при изготовлении ответственных деталей повышенной точности, к которым предъявляются комплексные требования к параметрам качества поверхностного слоя рабочих поверхностей.
Для реализации метода комбинированной отделочно-упрочняющей обработки выглаживанием и обкатыванием (метод разработан автором с участием аспирантов С.В. Шишкиной и Е.А. Чудиновой) необходимо применять специализированный инструмент [42], представленный на рис. 2.22.
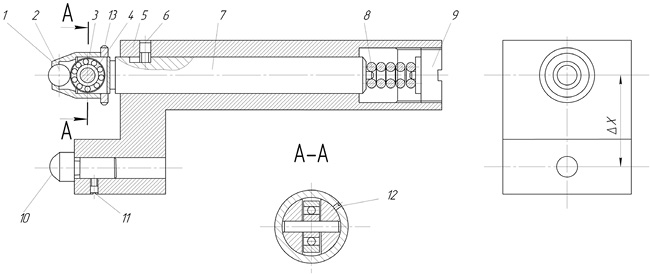
Рис. 2.22. Инструмент для отделочно-упрочняющей обработки
Конструкция инструмента для отделочно-упрочняющей обработки включает в себя следующие элементы: сепаратор 1, шарик 2, подшипник 3, ось 4, державка 5, винт 6, шток 7, пружина 8, винт 9, индентор 10, винт 11, винт 12, гайка 13.
Таким образом, инструмент для отделочно-упрочняющей обработки содержит индентор (например, алмазный), закрепленный при помощи винта в державке, шток, зафиксированный при помощи винта в державке, в котором закреплен при помощи оси подшипник, шарик (например, минералокерамический, с шероховатостью поверхности Ra < 10 нм), расположенный в сепараторе, который закреплен на штоке винтом и зафиксирован гайкой, пружину, надетую на шток, и винт, осуществляющий сжатие пружины. В конструкции державки обеспечена возможность ввинчивания винта для осуществления сжатия пружины. Индентор, который закреплен в державке, выполнен с обеспечением жесткой кинематической связи между ним и деталью, а шток, зафиксированный в державке, выполнен с обеспечением упругой кинематической связи между ним и деталью. Упомянутые индентор и шарик расположены на расстоянии друг от друга в направлении оси центров станка.
Вследствие жестко-упругой кинематической связи между инструментом и деталью, а также того, что индентор и шарик расположены на расстоянии ΔX друг от друга в направлении оси центров станка, достигается следующий технический результат: высотные параметры шероховатости поверхности, образованные индентором, после прохода по поверхности детали шариком уменьшаются в четыре раза (при одинаковых радиусах индентора и шарика).
При помощи винта 11 индентор 10 закрепляется в державке 5. В паз штока 7 вставляется подшипник 3 и фиксируется осью 4. В сепаратор 1 вставляется шарик 2. Сепаратор 1, который изготавливается из антифрикционного материала, навинчивается на шток 7 и фиксируется на нем при помощи винта 12 и гайки 13. Шток 7 вставляется в державку 5 и фиксируется в нем при помощи винта 6. На шток 7 одевается пружина 8 и в державку 5 ввинчивается винт 9. Посредством ввинчивания винта 9 в державку 5 осуществляется сжатие пружины 8 на требуемую силу отделочно-упрочняющей обработки.
Инструмент для отделочно-упрочняющей обработки функционирует следующим образом: инструмент устанавливается на оси центров станка (при обработки деталей в виде тел вращения) и при его движении на рабочей подаче, назначаемой в зависимости от ΔX, шарик уменьшает величину высотных параметров шероховатости поверхности, гарантированно проходя по выступам профиля шероховатости поверхности, образованной индентором. Если поверхность ступенчатая, то после ее обработки индентором осуществляется поворот инструмента относительно оси штока и поверхность без затруднений обрабатывается полностью.
Данная конструкция инструмента позволяет комплексно обеспечить параметры качества поверхностного слоя рабочих поверхностей деталей, за счет разных радиусов рабочих элементов: индентор необходимо взять меньшего радиуса, чем шарик. Таким образом, индентором будут обеспечены максимальные значения микротвердости поверхностного слоя и остаточных напряжений сжатия, а шариком – минимальные значения высотных параметров шероховатости поверхности детали.
Применение этого метода комбинированной отделочно-упрочняющей обработки на металлообрабатывающем оборудовании повышенной точности, в случае использования описанного инструмента, позволит обеспечить значение среднего арифметического отклонения профиля шероховатости поверхности (Ra < 100 нм) с одновременным значительным упрочнением поверхностного слоя детали.