
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Глава 6. Методика расчета жидкостного АБУ, установленного на шпинделе металлообрабатывающего станка
Определение параметров шпинделя
Перед расчетом АБУ с использованием легкоплавких веществ при его установке на шпиндель металлообрабатывающего станка задаются посадочным диаметром ![]() , максимальным внешним диаметром
, максимальным внешним диаметром ![]() и длиной lmax АБУ. При этом следует учитывать, что эффективность АБУ будет зависеть от объема балансировочной камеры, т.е. от диаметра и длины камеры.
и длиной lmax АБУ. При этом следует учитывать, что эффективность АБУ будет зависеть от объема балансировочной камеры, т.е. от диаметра и длины камеры.
При проектировании шпинделя металлообрабатывающего станка с АБУ данные параметры сначала выбираются из конструктивных соображений, а после расчета всей системы и получения значений остаточного дисбаланса принимаются окончательно, либо изменяются в зависимости от требуемой точности вращения шпинделя, его конструкции и максимально возможного дисбаланса шлифовального круга.
Вначале определяют следующие расчетные и конструктивные параметры шпинделя:
- расстояние от жесткой опоры до точки приложения результирующей центробежных сил балансировочной камеры ![]() , (см. [18]);
, (см. [18]);
- расстояние от жесткой опоры до точки приложения результирующей центробежных сил шлифовального круга ![]() , (см. [18]);
, (см. [18]);
- жесткость пружин упругой опоры с;
- расстояние между жесткой и упругой опорами ![]() ;
;
Момент инерции шпинделя со шлифовальным кругом относительно их оси вращения определяется по рекомендациям [144].
Определение максимального дисбаланса шлифовального круга
В зависимости от типа используемого шлифовального круга согласно ГОСТ 3060-86 с учетом его размеров (наружного диаметра ![]() и высоты h) и класса неуравновешенности определяют его максимальный дисбаланс
и высоты h) и класса неуравновешенности определяют его максимальный дисбаланс ![]() . По данным ГОСТ 3060-86 выбирается значение допустимой неуравновешенности. При этом в качестве меры несбалансированности служит масса груза m, помещенного на периферии круга, который возвращает центр масс на ось вращения. Рассчитать максимальный дисбаланс шлифовального круга можно по формуле:
. По данным ГОСТ 3060-86 выбирается значение допустимой неуравновешенности. При этом в качестве меры несбалансированности служит масса груза m, помещенного на периферии круга, который возвращает центр масс на ось вращения. Рассчитать максимальный дисбаланс шлифовального круга можно по формуле:
| | (6.1) |
Данная величина дисбаланса определяет значение, на которое рассчитывается жидкостное АБУ. Если при разработке АБУ стоит задача уравновешивания эксплуатационного дисбаланса шпинделя или возможного дисбаланса сменной насадки (сюда не входит дисбаланс шлифовального круга), то необходимо полученное значение максимального дисбаланса увеличить на 10-50% в зависимости от надежности конструкции и условий эксплуатации станка [26].
Способ подведения тепла
Способ и устройство для подведения тепла к шпинделю необходимо выбирать на стадии проектирования или с учетом конструкции существующего станка. Их возможные варианты приведены в п. 5.
Количество камер в АБУ и их параметры
Данный пункт принимается во внимание в случае использования многокамерного АБУ. Многокамерное АБУ дает по сравнению с однокамерным более высокую точность балансировки, но оно более энергоемко [102]. Учитывая рекомендации работ [30, 102 и др.] и опираясь на проведенные исследования, следует отметить, что все выкладки для однокамерного АБУ можно перенести с некоторыми поправками, изложенными выше, на многокамерное.
Количество камер i для многокамерного АБУ зависит от разности ![]() , толщины стенки между двумя соседними камерами b и высоты камеры
, толщины стенки между двумя соседними камерами b и высоты камеры ![]() (рис. 6.1.). Количество камер выбирают из геометрических соображений по зависимости :
(рис. 6.1.). Количество камер выбирают из геометрических соображений по зависимости :
| | (6.2) |
где: ![]() – ширина стенки между двумя соседними камерами, которая задается из условий обеспечения прочности и технологичности конструкции;
– ширина стенки между двумя соседними камерами, которая задается из условий обеспечения прочности и технологичности конструкции;
![]() - высота камеры, т.е. расстояние между соседними стенками многокамерного АБУ.
- высота камеры, т.е. расстояние между соседними стенками многокамерного АБУ.
Высота камеры должна с избытком покрывать высоту слоя легкоплавкого вещества в случае максимального отклонения шпинделя от оси вращения в месте крепления балансировочной камеры. Необходим также запас высоты камеры для компенсирования колебаний жидкого легкоплавкого вещества. В первом приближении величина ![]() выбирается из конструктивных соображений, а в последующих расчетах уточняется по формуле:
выбирается из конструктивных соображений, а в последующих расчетах уточняется по формуле:
| | (6.3) |
где: ![]() - коэффициент запаса для компенсирования колебаний легкоплавкого вещества при действии на камеру неучтенных сил различной природы (колебания шпинделя, непостоянство угловой скорости вращения и др.), который следует принимать в интервале 1,2 - 1,8 и более, опираясь на полученные или известные экспериментальные данные;
- коэффициент запаса для компенсирования колебаний легкоплавкого вещества при действии на камеру неучтенных сил различной природы (колебания шпинделя, непостоянство угловой скорости вращения и др.), который следует принимать в интервале 1,2 - 1,8 и более, опираясь на полученные или известные экспериментальные данные;
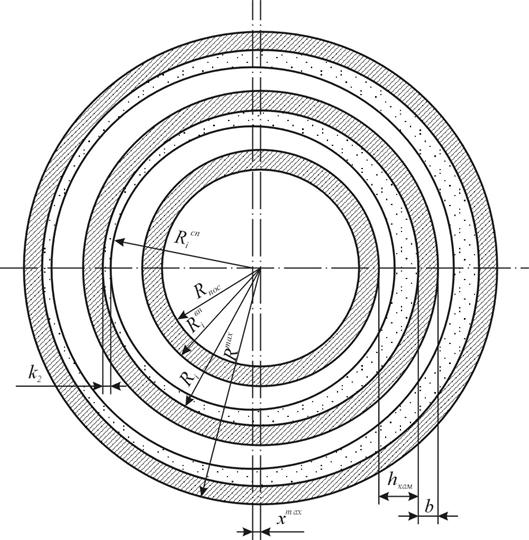
Рис. 6.1. Сечение многокамерного АБУ
![]() - коэффициент запаса для учета сил поверхностного натяжения, которые изменяют цилиндрическую форму свободной поверхности жидкости при малой толщине слоя легкоплавкого вещества (рекомендуемые значения, полученные экспериментальным путем для сплава Вуда, составляют 80 – 150 мкм).
- коэффициент запаса для учета сил поверхностного натяжения, которые изменяют цилиндрическую форму свободной поверхности жидкости при малой толщине слоя легкоплавкого вещества (рекомендуемые значения, полученные экспериментальным путем для сплава Вуда, составляют 80 – 150 мкм).
Для вновь проектируемого шпинделя с АБУ количество камер выбирается, исходя из условия требуемой точности вращения шпинделя. Конструкция и расположение камер относительно друг друга для вновь проектируемого многокамерного АБУ может быть любой с учетом возможности его размещения на станке.
Исходя из принятых ![]() и
и ![]() а также заданных
а также заданных ![]() и
и ![]() рассчитывают вначале внешний
рассчитывают вначале внешний ![]() , а затем внутренний
, а затем внутренний ![]() радиусы i - балансировочной камеры по формулам:
радиусы i - балансировочной камеры по формулам:
| | (6.4) |
| | (6.5) |
При этом варьированием величин ![]() и
и ![]() желательно добиться равенства внутреннего радиуса последней камеры с ее посадочным радиусом.
желательно добиться равенства внутреннего радиуса последней камеры с ее посадочным радиусом.
При отклонении формы камер от цилиндричности и несовпадении центральных осей симметрии камер от оси вращения в шпиндель внесется технологический дисбаланс, который, как отмечается в работах [96, 103] не влияет на точность устранения возникшего дисбаланса шлифовального круга, т.к он устраняется внесением в систему груза с дисбалансом равного по модулю, но противоположенного по направлению.
Расчет максимального отклонения ГЦОИ шпинделя от оси вращения
При вращении шпинделя с максимальным дисбалансом ![]() , создающимся полностью выработанным кругом, ГЦОИ балансировочной камеры в точке приложения центробежной силы отклонится на величину
, создающимся полностью выработанным кругом, ГЦОИ балансировочной камеры в точке приложения центробежной силы отклонится на величину ![]() , рассчитываемой по следующей зависимости:
, рассчитываемой по следующей зависимости:
| | (6.6) |
где: ![]() - масса полностью выработанного шлифовального круга;
- масса полностью выработанного шлифовального круга;
![]() - момент инерции шпинделя с полностью выработанным шлифовальным кругом и балансировочной камерой.
- момент инерции шпинделя с полностью выработанным шлифовальным кругом и балансировочной камерой.
В случае невыполнения условия (6.3) следует изменить величину ![]() .
.
Выбор типа и расчет массы легкоплавкого вещества
В качестве легкоплавкого вещества рекомендуется принять сплав Вуда, разработанный в 1860 году английским инженером Б. Вудом. Его особенность заключается в низкой температуре плавления (68°C) при большой плотностью (8630 кг/м3 ). При этом, варьируя процентным соотношением компонентов, можно изменять плотность и температуру плавления.
Масса легкоплавкого вещества в балансировочной камере рассчитывается из условия полного покрытия легкоплавким веществом внешней стенки камеры при наибольшем отклонении оси шпинделя. При уменьшении массы легкоплавкого вещества эффективность АБУ снижается, а увеличение его массы приводит к увеличению массы всей системы, не приводя к уменьшению остаточного дисбаланса. Также необходимо учитывать, что в результате действия сил поверхностного натяжения для сплава Вуда необходимо в случае наибольшего отклонения оси шпинделя от оси его вращения иметь в запасе величину ![]() , которая будет характеризовать минимальную толщину слоя легкоплавкого вещества в случае максимального дисбаланса.
, которая будет характеризовать минимальную толщину слоя легкоплавкого вещества в случае максимального дисбаланса.
Радиус свободной поверхности ![]() легкоплавкого вещества в i – й камере рассчитывают исходя из геометрических соотношений:
легкоплавкого вещества в i – й камере рассчитывают исходя из геометрических соотношений:
| | (6.7) |
Массу легкоплавкого вещества, размещаемого в i – й камере, рассчитывают по следующей зависимости:
| | (6.8) |
Таким образом, в каждой камере размещают свое определенное количество легкоплавкого вещества ![]() . После чего камеры наглухо запаиваются во избежание перетекания легкоплавкого вещества из камеры в камеру.
. После чего камеры наглухо запаиваются во избежание перетекания легкоплавкого вещества из камеры в камеру.
Расчет критической скорости вращения шпинделя
Расчет критической скорости шпинделя производят по зависимостям, приведенным в п. 2.4. В связи с тем, что шлифовальный круг вырабатывается и изменяет свои массогабаритные параметры в процессе эксплуатации, рассчитывают две критические скорости. Одна из них определяется для случая целого круга ![]() , а вторая - для случая максимально выработанного круга
, а вторая - для случая максимально выработанного круга ![]() . Расчет скоростей производится по следующей формуле (в каждом случае принимается своя масса шлифовального круга):
. Расчет скоростей производится по следующей формуле (в каждом случае принимается своя масса шлифовального круга):
| | (6.9) |
Очевидно, что после расчета должно выполняться следующее условие: ![]() .
.
Определение оптимальной скорости вращения
При оптимальной скорости вращения осуществляется наиболее эффективная балансировка при заданных массогабаритных параметрах снаряженного шпинделя. Для определения значения такой скорости вначале рассчитывают остаточный дисбаланс:
| | (6.10) |
где:

По данным уравнениям строят две зависимости остаточного дисбаланса для целого и выработанного шлифовальных кругов от скорости вращения во время балансировки.
Для каждой скорости вращения определяют два остаточных дисбаланса: ![]() - для целого круга и
- для целого круга и ![]() - для выработанного. Скорость вращения шпинделя металлообрабатывающего станка следует выбирать исходя из следующего условия:
- для выработанного. Скорость вращения шпинделя металлообрабатывающего станка следует выбирать исходя из следующего условия:
| | (6.11) |
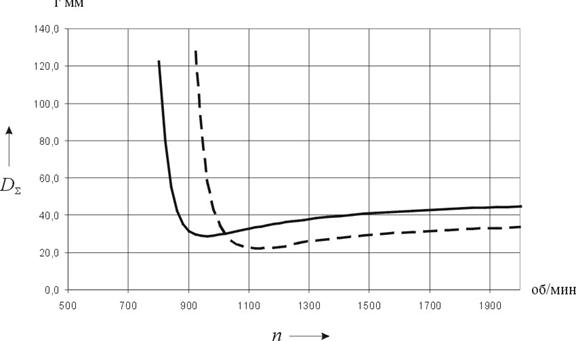
Рис. 6.2. Характер зависимости остаточного дисбаланса для целого (-)
и выработанного кругов (---) от скорости вращения
Причем, для докритических и околокритических скоростей условие (6.11) не выполняется и суммарный дисбаланс становится больше вредного дисбаланса. Скорость вращения шпинделя должна быть выше указанных скоростей.
В работе [133] рекомендуется увеличить эксплуатационную скорость вращения на 30% выше критической, а по предложенным зависимостям это условие может не выполняться. Поэтому рациональнее проектировать шпиндель для двух (или более) скоростей:
- эксплуатационную (или диапазон эксплуатационных скоростей), находящуюся вдали от критической скорости;
- и балансировочную, обеспечивающую наибольшую точность балансировки шпинделя станка при выполнении условия (6.11).
Расчет точности балансировки
Точность балансировки шпинделя, характеризующаяся остаточным дисбалансом, непосредственно влияет на точность вращения шпинделя и, соответственно, на качество обработанной поверхности. Расчет точности проводят для самого неблагоприятного случая эксплуатации шпинделя шлифовальных станков с целым кругом и с его возможным максимальным дисбалансом.
Параметрами, определяющими точность балансировки системы шпиндель – АБУ, являются:
- отклонение ГЦОИ шпинделя от оси вращения в месте крепления балансировочной камеры:

- отклонение оси шпинделя от оси вращения в точке, соответствующей проекции центра масс, на ось вращения:

где:  - расстояние от проекции центра масс на ось вращения до жесткой опоры;
- расстояние от проекции центра масс на ось вращения до жесткой опоры;
![]() - масса i - го элемента;
- масса i - го элемента;
![]() - расстояние от проекции центра масс i - го элемента на ось вращения до жесткой опоры;
- расстояние от проекции центра масс i - го элемента на ось вращения до жесткой опоры;
- остаточный дисбаланс:
![]()
Проверка выполнения требований ГОСТа
ГОСТ 22061-76 устанавливает 13 классов точности балансировки. Каждый класс точности определяется максимальным и минимальным значениями произведения удельного дисбаланса ![]() на максимальную эксплуатационную угловую скорость
на максимальную эксплуатационную угловую скорость ![]() , поэтому произведение
, поэтому произведение ![]() должно находиться в указанном диапазоне, соответствующем выбранному классу. Величину
должно находиться в указанном диапазоне, соответствующем выбранному классу. Величину ![]() определяют по формуле:
определяют по формуле:
| | (6.12) |
где: ![]() - коэффициент запаса (по данным опытов он был равен 1,2), учитывающий вероятность разбалансировки шпинделя металлообрабатывающего станка в течение срока его службы, например, вследствие износа и др.
- коэффициент запаса (по данным опытов он был равен 1,2), учитывающий вероятность разбалансировки шпинделя металлообрабатывающего станка в течение срока его службы, например, вследствие износа и др.
При выходе ![]() за допустимую границу выбранного класса точности необходимо вернуться к началу расчета жидкостного АБУ и задать новые конструктивные параметры, которые позволять производить балансировку с большей эффективностью.
за допустимую границу выбранного класса точности необходимо вернуться к началу расчета жидкостного АБУ и задать новые конструктивные параметры, которые позволять производить балансировку с большей эффективностью.