
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
1.4.Область применения и эффективность использования АБУ в станкостроении
Основной областью применения АБУ с использованием легкоплавких веществ в машиностроении могут быть шпиндели металлообрабатывающих станков, в частности, шпиндели шлифовальных станков, имеющих быстроизменяющийся эксплуатационный дисбаланс. Для обеспечения высоких качества и точности шлифования необходимо повысить точность вращения шпинделя путем уменьшения до минимума колебаний системы: станок – приспособления – инструмент – деталь. Проведенные исследования [26] показали, что дисбаланс шлифовального круга оказывает большое влияние на качество обрабатываемой поверхности (знак, величину, глубину залегания остаточных напряжений, микротвердость, волнистость) и точность формы шлифованных поверхностей (рис. 1.6. – 1.8.).
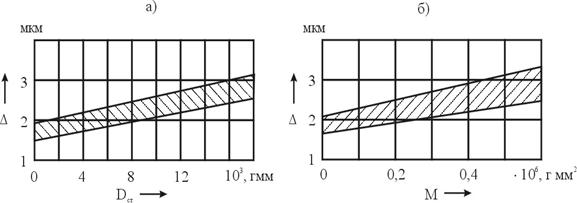
Рис. 1.6. Влияние главного вектора (а) и главного момента (б) дисбалансов шлифовального круга на некруглость обработанных деталей
Установлено, что доля погрешности, вносимой неуравновешенностью круга, например, при бесцентровом шлифовании, может достигать 70% в общем балансе погрешности обработки. Рост амплитуды колебаний станочной системы под действием дисбаланса шлифовального круга приводит к повышению некруглости [39].
Созданы шлифовальные станки, работающие на скоростях резания свыше 120 м/с и сошлифовывающие до 100 кг металла в час. Данные станки обеспечивают высокую производительность и снижение стоимости обработки изделий. В ряде случаев шлифовальные станки могут допускать использование заготовок без предварительной обработки их лезвийным инструментом. Высокие центробежные силы и линейные скорости накладывают жесткие требования на балансировку шлифовального круга на шпинделе (максимальный дисбаланс). Дисбаланс, возникающий на круге, может служить причиной, снижающей точность вращения шпинделя, а вместе с ней качество шлифования и долговечность технологического оборудования.

Рис. 1.7. Влияние главного вектора (а) и главного момента (б) дисбалансов шлифовального круга на шероховатость поверхности поршневых пальцев
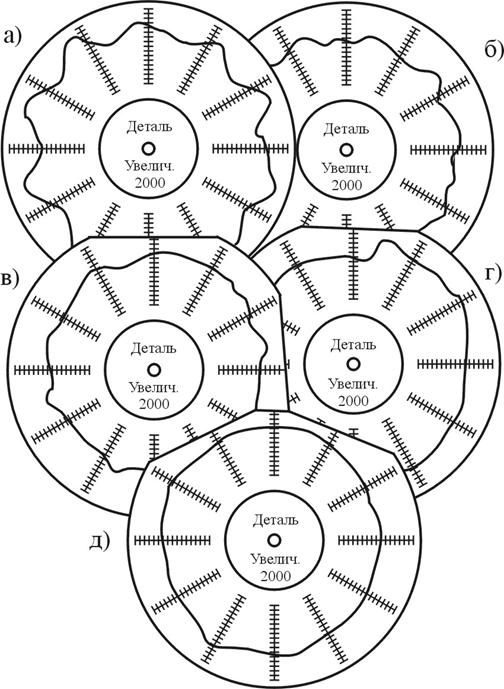
Рис. 1.8. Круглограммы образцов, прошлифованных неуравновешенным кругом: а - главный вектор дисбалансов равен 17 103 г мм, б - главный вектор дисбалансов равен 7,5 103 г мм, в - главный момент дисбалансов равен 40 105 г мм2; г - главный момент дисбалансов равен 20 105 г мм2;д - круг сбалансирован
Экспериментально подтверждено [111], что применение АБУ в металлообрабатывающих станках при обработке конструкций значительно снижает величину виброскоростей, увеличивает долговечность кругов при той же производительности, а также сокращает время балансировки.
Создано большое количество АБУ для балансировки шпинделей на до- и сверхкритических скоростях. Лидирующими в сфере пассивных АБУ с твердыми КМ являются шаровые [92, 93, 148]. Связано это с тем, что шаровое АБУ обеспечивает наибольшую точность уравновешивания шпинделя, а его корпус может располагаться на внешней поверхности шпинделя, что освобождает его внутреннее пространство. Реже используются роликовые и маятниковые АБУ. При соизмеримых габаритных размерах они позволяют использовать большую балансировочную емкость по сравнению с шаровыми АБУ, но их точность уравновешивания меньше, поскольку на ролики и маятники действуют большие силы сухого трения, чем на шары. Практически не используются кольцевые АБУ, поскольку при соизмеримых габаритных размерах они имеют небольшую балансировочную емкость. Практически не используются сегментные АБУ, т.к. на их сегменты также действуют значительные силы сухого трения, что уменьшает точность уравновешивания шпинделя.
Создан ряд устройств с автоматическим перемещением корректирующих дисков [920, 125, 126] с использованием гидростатических и гидродинамических опор. Данные АБУ требуют постоянного подвода энергии и жидкости для своей работы, что не всегда возможно и применимо в шлифовальных станках.
Эффективны активные АБУ, управляемые с помощью индикаторов по методам случайного и направленного поисков [134]. Несмотря на то, что данный тип АБУ требует потребление энергии для перемещения грузов и работы управляющего устройства, с его помощью можно добиться высоких результатов балансировки.
Жидкостные АБУ также используются для балансировки шпинделей шлифовального оборудования [137]. Это устройства гидрокомпенсорного типа, выполняющие балансировку подачей жидкости в камеры, количество которых колеблется от трех до восьми. Разработаны программы для автоматического проектирования таких АБУ [149]. Выпускаются полуавтоматические системы [112], предназначенные для балансировки шпинделей шлифовальных станков и представляющие собой механические гидрокомпрессорные устройства, управляемые электронными блоками.
Некоторые конструкции жидкостных АБУ [93] позволяют балансировать шпиндель на закритических скоростях, одновременно исключая вредный дисбаланс жидкости на докритических скоростях.